

如何为不同材料的加工零件选择合适的工具?
在机械加工中,刀具的选择是一种技术。我们知道,刀具的切削性能往往取决于刀具切削部分的材料、刀具结构和刀具的几何材料。影响刀具寿命、加工效率、加工质量和加工成本的是刀具本身的材料和刀具加工工件的材料。
因此,在加工中,选择合适的刀具加工不同材料的零件,不仅可以提高加工效率和加工质量,而且可以延长刀具寿命,降低加工成本。
目前,加工工具主要有六种材料:金刚石工具、PCBN工具、陶瓷工具、涂层工具、硬质合金工具、高速钢工具。下面我们来看看这六种刀具适合加工零件的材料有哪些。 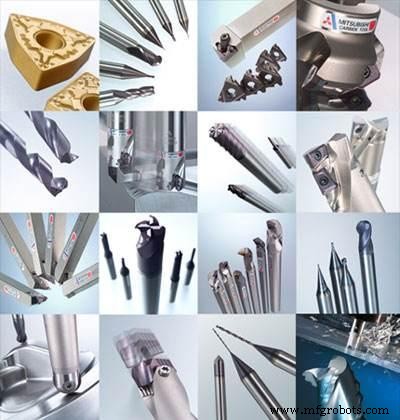
钻石 T 工具
金刚石工具分为:天然金刚石工具、PCD金刚石工具、CVD金刚石工具。
金刚石工具多用于有色金属和非金属材料的高速精切削和镗削。适用于加工各种耐磨非金属和各种耐磨有色金属。金刚石工具的缺点是热稳定性差。当切削温度超过700℃~800℃时,其硬度将完全丧失。此外,它不适合切削黑色金属,因为金刚石(碳)在高温下容易与铁原子相互作用,将碳原子转化为石墨结构,刀具容易损坏。
PCBN T 工具
PCBN刀具可分为整体PCBN刀片和硬质合金烧结PCBN复合刀片。
PCBN刀具适用于淬火钢、硬铸铁、高温合金、硬质合金、表面喷涂材料等各种难切削材料的精加工。加工精度可达IT5(孔为IT6),表面粗糙度值可小至Ra1.25~0.20m。 PCBN工具的韧性和弯曲强度较差。因此,立方氮化硼车刀不适用于低速、大冲击载荷的粗加工。同时也不适合切削塑性高的材料(如铝合金、铜合金、镍基合金、塑性高的钢等)。因为切削这些金属会产生严重的积屑瘤,使加工表面劣化。
C 陶瓷 T 工具
陶瓷刀具材料一般可分为氧化铝基陶瓷、氮化硅基陶瓷和氮化硅-氧化铝基复合陶瓷三大类。
陶瓷是主要用于高速精加工和半精加工的刀具材料之一。陶瓷刀具适用于切削各种铸铁(灰口铸铁、球墨铸铁、可锻铸铁、冷硬铸铁、高合金耐磨铸铁)和钢(碳素结构钢、合金结构钢、高强度钢、高锰钢、淬火钢)等),也可用于切割铜合金、石墨、工程塑料和复合材料。陶瓷刀具材料存在弯曲强度低、冲击韧性差的问题。它们不适合在低速和冲击载荷下进行切割。
涂层 T 工具
根据涂层方法的不同,可分为化学气相沉积(CVD)涂层刀具和物理气相沉积(PVD)涂层刀具。根据基体材料的不同,可分为硬质合金涂层刀具、高速钢涂层刀具、陶瓷和超硬材料涂层刀具。按材料性质可分为硬涂层刀具和软涂层刀具。还有流行的纳米涂层工具。
涂层刀具在数控加工领域潜力巨大,将是未来数控加工领域最重要的刀具品种。涂层技术已应用于立铣刀、铰刀、钻头、复合孔加工工具、齿轮滚刀、插齿刀、切齿刀、成型拉刀和各种机夹可转位刀片,以满足高速切削材料的需要如钢和铸铁、耐热合金和有色金属。随着涂层厚度的增加,刀具寿命会增加,但当涂层厚度达到饱和时,刀具寿命将不再显着增加。涂层过厚时易引起剥离,涂层过薄时耐磨性差。
C 套利 T 工具
硬质合金按主要化学成分可分为碳化钨基硬质合金和钛碳(氮化物)(TiC(N))基硬质合金。其中,碳化钨基硬质合金包括钨钴(YG)、钨钴钛(YT)和添加稀有碳化物(YW)。他们有自己的优点和缺点。主要成分有碳化钨(WC)和碳化钛(TiC)、碳化钽(TaC)、碳化铌(NbC)等。
YG合金主要用于加工铸铁、有色金属和非金属材料。在钴含量相同的情况下,细晶粒硬质合金(如YG3X、YG6X)的硬度和耐磨性均高于中晶粒。适用于加工一些特硬铸铁、奥氏体不锈钢、耐热合金、钛合金、硬青铜和耐磨绝缘材料等。YT硬质合金的突出优点是硬度高、耐热性好、更高高温下的硬度和抗压强度比YG好,抗氧化性更好。 YW合金兼有YG和YT合金的性能,综合性能良好。
H 高速 S 钢 T 工具
高速钢按用途不同可分为普通高速钢和高性能高速钢。通用高速钢一般可分为钨钢和钨钼钢两种。高性能高速钢主要包括以下几类:高碳高速钢、高钒高速钢、钴高速钢、铝高速钢、氮超硬高速钢。
通用高速钢:主要用于制造切削硬度为HB≤300的金属材料的切削工具(如钻头、丝锥、锯片)和精密工具(如滚刀、插齿机、拉刀)。常用的钢种有W18Cr4V、W6Mo5Cr4V2等。
特殊用途高速钢:包括钴高速钢和超硬高速钢(硬度HRC68~70),主要用于制造切削难加工金属(如高温合金、钛合金和高强度钢)。常用钢种有W12Cr4V5Co5、W2Mo9Cr4VCo8等。
制造工艺