

什么是数控车削?所有关于数控车削
如果您想在 CNC 加工车间制造零件,但不确定正确的工艺,可能会引起一些混乱。特别是如果您不熟悉 CNC 加工服务。
首先,请记住机械师使用某些自动化技术来制造零件。最常见的是CNC铣削和CNC车削。两者都有其特定的目的,两者之间没有竞争。这意味着了解 CNC 车削与了解 CNC 铣削同样重要。
由于这篇文章是关于 CNC 车削的,让我们了解一下它对制造如此重要的原因。
什么 我 数控 T 尿了?
计算机数控车削(又称CNC车削)是利用CNC车床对工件进行直线切削,同时旋转或“车削”形成圆柱形零件的精密加工工艺。
该过程是使用机械车床完成的,它实质上是将工件的直径根据给定的尺寸修整成特定的形状,从而获得抛光的现成零件。虽然起始材料通常是圆形的,但也可以是其他形状,例如方形或六边形。
如何 D oes CNC T 瓮 W 正常吗?
车削过程在专门的 CNC 车削车间进行。本工序所用车床是卧式还是立式,取决于被加工工件的重量和公差范围。
在 CNC 车削过程中,工件(要加工的材料)被放置在称为“卡盘”的仪器上,该仪器以指定的 RPM 旋转。同时,刀具被送入工件中,去除材料以形成所需的形状。带有附件工具的炮塔被编程为移动到原料棒并去除材料以产生编程的结果。因为它涉及到材料去除,这与“3D打印”(加法)不同,所以也被称为“减法加工”。如果中心同时具有调谐和铣削功能,您可以停止钢筋旋转并添加其他功能,例如钻孔、凹槽和铣削表面。
CNC车床或车削中心的工具安装在由计算机控制的转塔上。炮塔可以容纳的工具越多,零件的复杂性就越高。
有许多不同类型的数控车削中心。它们有各种类型的刀具选项、主轴选项、外径限制以及功率和速度功能,这些都会影响车削件的价格。
D 区别 B CNC 之间 M 生病了 A 数控加工 T 瓮
一般来说,车削和铣削通常被称为“CNC加工”——我们的客户经常要求CNC加工,而不是顾名思义的车削或铣削。当然,确保每次都使用最合适的流程是我们的工作。
简而言之,这两种工艺的区别在于零件运动的地方——一般来说是工件还是机器。
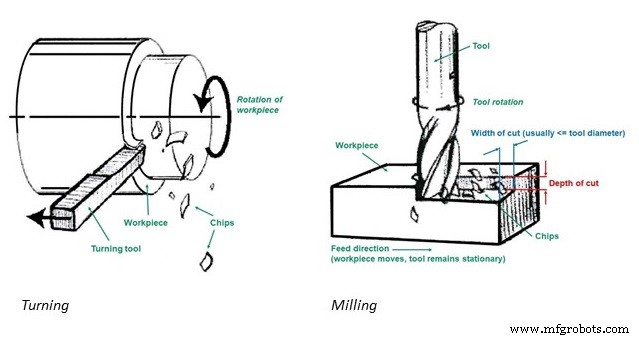
通过数控车削,金属工件被送入车床并高速旋转,而单点切削刀具去除部分金属以形成所需的形状。铣削时,工件通常保持静止,多点刀具围绕它旋转。 (相关帖子:CNC铣削和CNC车削有什么区别)
什么 我 s T 他 T 是的 O f 数控 T 瓮
有多种车削操作可用于切削不同形状的工件,如直线、曲线或开槽。
1.锥度车削
在锥形车削中,通过逐渐减小或增加工件的总直径从一个零件到另一个零件来创建标准表面。
锥形元件主要用于机械结构,可以是内部的也可以是外部的。
2.硬车削
本质上,硬车削是指工件的车削强度超过45 HRC(洛氏C)的过程。主要是零件热处理后,通常用硬车削代替磨削加工。
3.脸谱
面车削时,是指通过使刀具与旋转的工件轴线成适当的角度,产生一个平面来去除材料。
您还可以在 Facing 中使用四爪卡盘来创建不同的非圆柱形状。
4.球形 T 瓮
在球面车削中,随着材料的逐渐减少,工件上形成一个球面或球面。
主要适用于齿轮、注塑及液压元件等设备。
5.无聊
镗孔基本上是通过使用单点切削尖端减去材料在工件上扩大孔的过程。
主要用于在圆柱体或管道等材料上切割尺寸精确的孔和锥形孔。
6. 离别
顾名思义,分型就是通过将刀片状的刀具送入原始坯料中,去除特定长度的一部分。

7. 开槽
与切断类似,切槽可以将一块原材料切割到一定深度,而不是完全切割。
在工作的内部和外部领域都可以做到。
8.钻孔
钻孔本质上是在工件内部形成一个圆孔以去除材料的过程。
钻孔作业是通过将标准钻床牢固地固定在车床的刀塔上,直接送入工件中来完成的。
9.滚花
滚花是一种特殊的车削工艺,在工件表面压出直线或菱形图案,以提供更好的外观和抓地力。这是使用独特的工具完成的。
另外,这些操作都不是很棒的。但是,如果您将它们全部混合搭配并结合计算机编程的精度,就会开发出令人难以置信的高质量零件。
如何 T o 我 改进 CNC T 瓮
没有车间希望看到他们的零件在 CNC 车削结束时被毁坏或报废。尽管可以结合正确的技术和正确的工具来按时完成工作,但在到达完成阶段之前还应考虑其他变量。您可以采取以下措施来帮助您获得最佳的表面光洁度:
提高速度
这实际上是在使用硬质合金刀具时最适用的。当增加每分钟表面英尺数 (SFM) 时,将确保材料在更短的时间内与刀尖接触,同时也会减少刀刃在刀具上的堆积,从而导致表面光洁度差。
减少 T 他 F 需要 R 吃
降低进给速度有助于提高表面光洁度。这也将有助于减少后刀面磨损并延长刀片的使用寿命。此外,将刀尖半径加倍将有助于提高表面光洁度。对于粗加工应用,最好使用高进给速度的刀具来快速去除材料。精加工时,最好降低进给速度,减小切削角。
使用 C 臀部 B reaker
断屑不良、排屑停机时间和刀具切削刃温度升高也会导致表面光洁度差。断屑槽可以产生更小的切屑,这些切屑可以快速地从切削区域中去除。并且由于不再需要手动移除芯片,提高了安全性。
如果断屑槽能将切屑切到足够长的长度,振动就会减到最小;切屑不会缠绕在工件上,刀具也不会损坏。断屑槽还降低了切削阻力,可以避免崩刃或损坏切削刃。较低的切削阻力可减少热量并延缓刀具磨损。
使用 T 他 R 光明 T 技术
你想要的是制造从薄到薄的芯片。您的技术对于获得光滑的表面光洁度至关重要。选择小于刀尖半径的刀具进行编程,实现线与线之间的平滑过渡。
在进行最终切割时,不仅要检查工件,还要尽一切努力。您还应该阅读您的筹码。切屑的特性将决定需要进行哪些加工设置或刀具调整。
使用 D 不同 T 工具 F 或 R 吃力 A 第 F 完成
有人可能会说,同一刀片可用于粗加工和精加工。但最好使用单独的刀片,一个用于粗加工,另一个用于精加工。粗加工时,可以使用刀尖半径大、前角大、进给速度快的交叉螺距铣刀。对于精加工,您可以使用具有合适导程角和平修光刃的细间距精加工工具,以提供更好的表面光洁度。
清除筹码
在铣削应用中是否使用冷却剂是有争议的。但这一切都取决于您正在执行的工作类型,例如深腔铣削、材料类型和您使用的刀片。在某些情况下,应避免使用冷却剂。这可能会导致热裂纹并缩短刀具寿命,并可能对表面光洁度产生负面影响。但对于铝、低碳钢或镍基合金,使用冷却液会防止刀具粘在工件上。
检查 是 我们的 T 工具和夹具
检查刀架的状况是个好主意。旧的、磨损的刀架可能会导致刀片移动。这可能会导致颤振并对零件的表面光洁度产生负面影响。您还需要一个稳定且坚固的夹具,尤其是具有高金属去除率的夹具。
制造工艺