

什么是埋弧焊 (SAW)?- 完整指南
什么是埋弧焊 (SAW)?
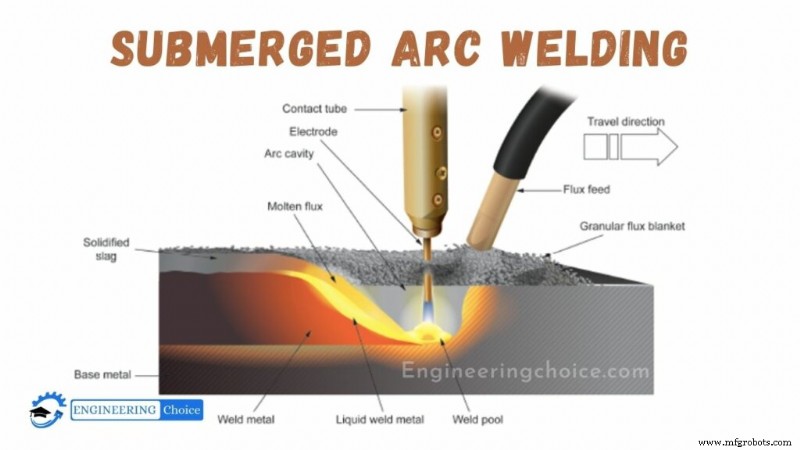
埋弧焊 (SAW) 是一种连接工艺,它涉及在连续进给的电极和要焊接的工件之间形成电弧。一层粉状焊剂围绕并覆盖电弧,当熔化时,在待连接的金属和电极之间提供导电性。
第一个 SAW 专利于 1935 年获得。该工艺需要连续进料的消耗性实心或管状(金属芯)电极。熔化的焊缝和电弧区域被“淹没”在由石灰、二氧化硅、氧化锰、氟化钙和其他化合物组成的颗粒状易熔焊剂的覆盖层下,从而保护其免受大气污染。
当熔化时,焊剂变得导电并在电极和工件之间提供电流路径。这种厚厚的助焊剂层完全覆盖了熔融金属,从而防止了飞溅和火花,并抑制了作为保护金属电弧焊 (SMAW) 工艺一部分的强烈紫外线辐射和烟雾。
埋弧焊是如何工作的?
埋弧焊 (SAW) 是一种常见的电弧焊接工艺,它涉及在连续进给的电极和工件之间形成电弧。一层粉状焊剂会产生保护气体保护层和熔渣(也可用于向熔池中添加合金元素),从而保护焊接区。
不需要保护气体。电弧淹没在焊剂层下方,在焊接过程中通常不可见。这是一种行之有效且用途广泛的焊接方法。
电极可以是实心线或芯线或由烧结材料片制成的条。助熔剂可以通过将成分熔融形成玻璃渣(然后将其压碎形成粉末)或通过使用粘合剂和康宁工艺将成分附聚来制备。焊剂的化学性质和尺寸分布有助于电弧的稳定性,并决定了焊缝金属的力学性能和焊道的形状。
SAW 通常作为机械化工艺进行操作。焊接电流(通常在 300 到 1000 安培之间)、电弧电压和行进速度都会影响焊道形状、熔深和熔敷焊缝金属的化学成分。由于操作人员无法观察熔池,因此必须高度依赖焊丝的参数设置和定位。
虽然 SAW 通常使用单根导线使用交流或直流电流进行操作,但也有许多变体,包括使用两根或多根导线、在焊接前向接头添加短切线以及添加金属粉末。
通过将小直径的非导电线送入熔池的前缘,可以获得额外的生产率。这可以将沉积速率提高多达 20%。这些变体用于特定情况,以通过提高沉积速率和/或行进速度来提高生产率。用 0.5mm 厚(通常为 60mm 宽)的带材代替线材,使该工艺可用于堆焊组件。
埋弧焊应用
埋弧焊的应用包括以下方面
- 埋弧焊可用于焊接锅炉等压力容器。
- 大量的结构轮廓、管道、土方工具、造船、铁路建设和机车。
- 这种类型的焊接可用于修复机器零件。
埋弧焊的优点
埋弧焊的一些优点包括:
- 很容易制作牢固、牢固的焊缝
- 最小的焊接烟雾排放
- 发出最小的弧光
- SAW 适用于室内和室外工作
- 失真更少
- 深焊透
- 最少的边缘准备
- 可实现高沉积速率
- 可以焊接厚材料
- 至少一半或更多的助焊剂是可回收的
埋弧焊的缺点
尽管埋弧焊提供了良好的好处。也会出现一些限制。以下是埋弧焊的缺点。
- 仅限于某些黑色金属,如钢和不锈钢
- 也仅限于长直缝或旋转管道和容器
- 正确穿透需要背衬条
- 仅限于高厚度材料。
制造工艺