

软糖材料加工技巧
机械师在制造粘性材料时面临许多问题和挑战。这些类型的材料包括低碳钢、不锈钢、镍合金、钛、铜和高铬含量的金属。粘性材料倾向于产生长而粘的碎片,并且容易产生积屑瘤。这些常见问题会影响表面光洁度、刀具寿命和零件公差。

具有内建边缘的连续芯片
连续切屑是长的带状切屑,当刀具切穿材料时形成,沿刀具切削刃产生的剪切平面分离切屑。这些切屑以恒定的流量沿工具面向上滑动,形成长而细的切屑。切削时产生的高温、压力和摩擦都是导致粘屑粘附在切削刃上的因素。当这种堆积的边缘变得足够大时,它可能会折断,在工件上留下一些多余的材料,或者在工件上造成不良的表面光洁度。
冷却液
在加工粘性材料时,使用大量冷却剂有助于温度控制和排屑。温度是积屑瘤背后的一大驱动力。温度越高,积屑瘤越容易和越快形成。冷却剂将保持局部温度较低,并可以防止材料加工硬化和磨损。长而粘稠的切屑有可能“嵌套”在刀具周围并导致刀具故障。冷却剂将帮助将这些切屑破碎成更小的碎片,并通过闪冷将它们从切削作用中移开,从而导致切屑破碎成更小的碎片。冷却液应直接涂抹在刀具和工件的接触区域,以发挥最大作用。
工具参与
运行参数
刀具应不断地送入工件中。让工具停留会导致加工硬化并增加磨损和积屑瘤的机会。还应结合使用较高的进给率和较低的速度来将材料去除率保持在合理的水平。进料速率的增加将比速度的增加提高温度。这与切屑变薄以及工具切割材料而不是摩擦材料的能力有关。
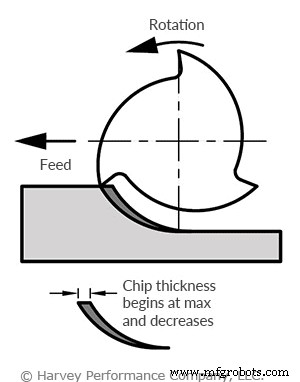
爬铣
顺铣是首选方法,因为它比刀具将更多的热量引导到切屑中。使用顺铣,首先创建最大的切屑横截面,使刀具更容易切割材料。刀具穿透工件时摩擦产生的热量会传递给切屑而不是刀具,因为切屑最厚的部分比最薄的部分能够容纳更多的热量。
初始工件接合
突然的、巨大的力变化,例如当工具最初与工件接合时,会对工具寿命产生负面影响。使用圆弧刀具路径来初始接合材料允许随着切削力和热量的逐渐增加而增加稳定性。像这样的渐进式工具进入总是比突然的直接进入更受欢迎的方法。
工具选择
应选择具有锋利和坚固切削刃的工具来加工粘性材料。 Helical 拥有专为钛合金和不锈钢设计的工具,可让您轻松选择工具。
此外,为您正在加工的材料选择具有正确涂层的刀具将有助于保护切削刃,并且与未涂层刀具相比,产生积屑瘤或磨损的可能性要低得多。具有较高刃数的刀具可以将刀具磨损分散到多个切削刃上,从而延长刀具寿命。粘性材料中的工具磨损并不总是线性的;只要出现一点磨损,工具故障就会相对较快地发生。可能需要在出现磨损迹象时更换工具,以确保零件不会报废。

软糖材料汇总
每种材料的加工方式都略有不同,但了解刀具切割工件时发生的情况以及这如何影响刀具寿命和光洁度对于成功完成任何工作都大有帮助。通过为材料选择正确的工具和涂层,并遵循上述提示和技术,可以最大限度地减少积屑瘤和过热。最后,请务必在开始加工操作之前检查机器的跳动并确保最大刚性。
数控机床