

如何正确处理深腔铣削
深腔铣削是一种常见但要求苛刻的铣削操作。在这种风格中,刀具有大量的悬伸——或者说刀具从刀架伸出多远。深腔铣削最常见的挑战包括刀具偏斜、排屑和刀具到达。
避免工具偏转
由于缺乏刚性,过度悬伸是刀具变形的主要原因。 除了直接的刀具破损和潜在的零件报废外,过度的悬伸会影响尺寸精度并妨碍理想的光洁度。
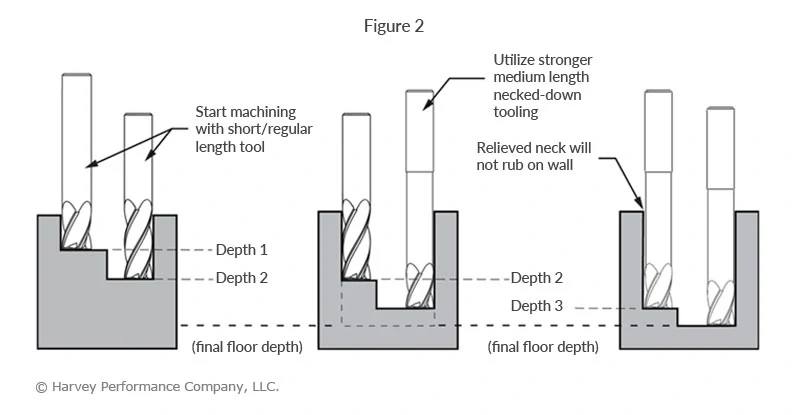
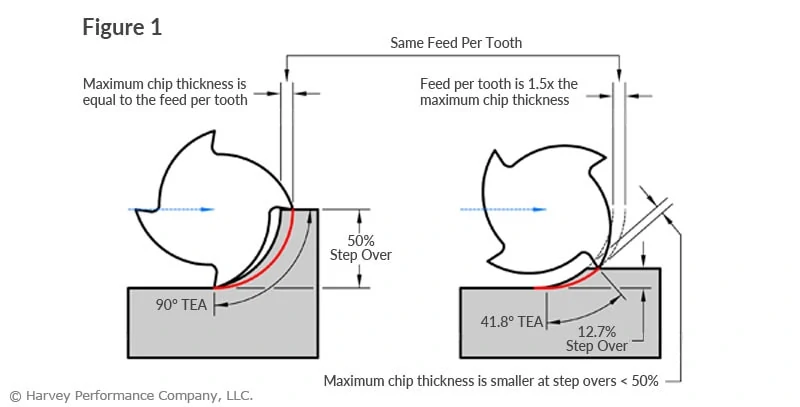
刀具偏斜导致壁锥出现(图1) ,导致意外的尺寸,并且很可能导致无法使用的部分。通过使用尽可能大的直径、颈缩工具,并以更轻的轴向切削深度 (ADOC) 逐步递减,壁锥度大大减小 (图 2) .
实现最佳完成
虽然增加您的递减量和减少您的 ADOC 是深腔粗加工的理想选择,但这个过程通常会在每一次递减时留下见证痕迹。为了获得高质量的光洁度,需要长距离、长刃精加工立铣刀(加上较小的径向切削深度)(图 3) .
铣削到所需深度
避免刀具偏斜并获得可接受的光洁度是需要承认的挑战,但如果您甚至无法达到所需的深度怎么办? 无法达到所需的深度可能是由于错误的刀柄或只是没有足够长的工具使用的问题。
幸运的是,您可以使用 Harvey Tool 的 Extended Reach Tool Holder 轻松增加您的刀架的有效范围,它可以让您达到 6 英寸深。
使用 Harvey Tool 的加长刀柄自信地进行更深的加工
有效疏散芯片
许多加工操作都受到排屑的挑战,但深腔铣削就是如此。由于腔体较深,切屑面临更多障碍,使其更难排出。这通常会导致因切屑而导致更大的刀具磨损,并因槽谷堵塞而导致生产停止。
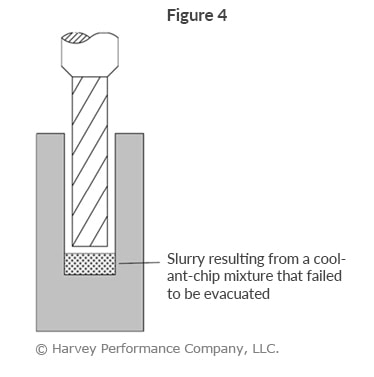
高压冷却液,尤其是通过主轴,有助于排屑过程。 但是,如果不考虑热量和润滑性,空气冷却剂是更好的选择,因为冷却剂-切屑混合物会在深腔底部形成“浆液”(图 4) .在加工硬化合金时,会产生较小的粉末状切屑,通常使用浆料
这是必须避免的。
数控机床