

选择合适的塑料切削立铣刀
加工不同类型的塑料时会出现许多挑战。在不断变化的塑料行业中,需要在选择工具之前检查工件夹持、材料的熔点以及可能在工件上产生的任何毛刺。为您的工作和材料选择正确的工具对于避免浪费时间和金钱至关重要。 Harvey Tool 提供具有上切和下切几何形状的一刃、二刃和三刃塑料切削立铣刀。以下指南旨在帮助您在刀具选择过程中避免常见的塑料切割错误。

选择工件夹持方式
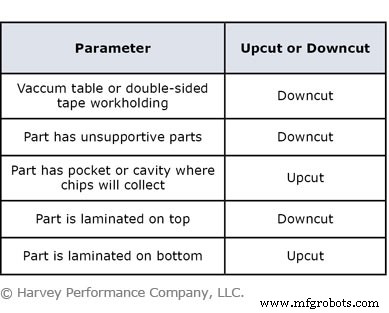
在工件夹持方面,并非所有塑料零件都可以通过夹具或虎钳固定。根据材料的特性,这些工件夹持选项可能会损坏零件或使零件变形。为了解决这个问题,经常使用真空台或其他较弱的保持力,例如双面胶带。 由于这些工件夹具不能将零件固定得那么紧,如果使用了错误的工具,起吊可能会成为一个问题。
下切塑料切削立铣刀(左旋螺旋、右切刀具)具有向下的轴向力,可将切屑向下推,从而防止提升和分层。如果需要上切塑料切削立铣刀,则应选择向上力最小的刀具。刀具的螺旋线越慢,它对工件产生的向上力就越小。
确定耐热性
在任何加工过程之前都应始终考虑产生的热量,但在塑料加工时尤其如此。 在加工塑料时,必须快速有效地从工具和工件之间的接触区域排出热量,以避免熔化和碎屑焊接。
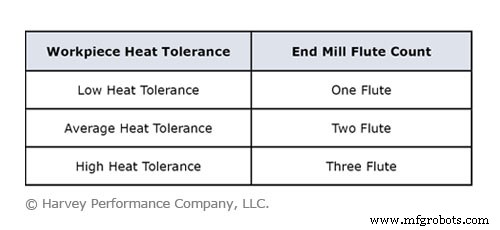
如果您的塑料熔点较低,单刃塑料切削立铣刀是一个不错的选择。该工具的槽谷比其两个槽的对应工具更大,从而允许更大的切屑。使用更大的芯片,可以将更多的热量从材料中转移出去而不会熔化。
对于耐热性较高的塑料,可以使用两刃或三刃塑料切削立铣刀。因为它有更多的切削刃并且允许更高的去除率,所以它的刀具寿命得到了延长。
考虑完成质量和去毛刺
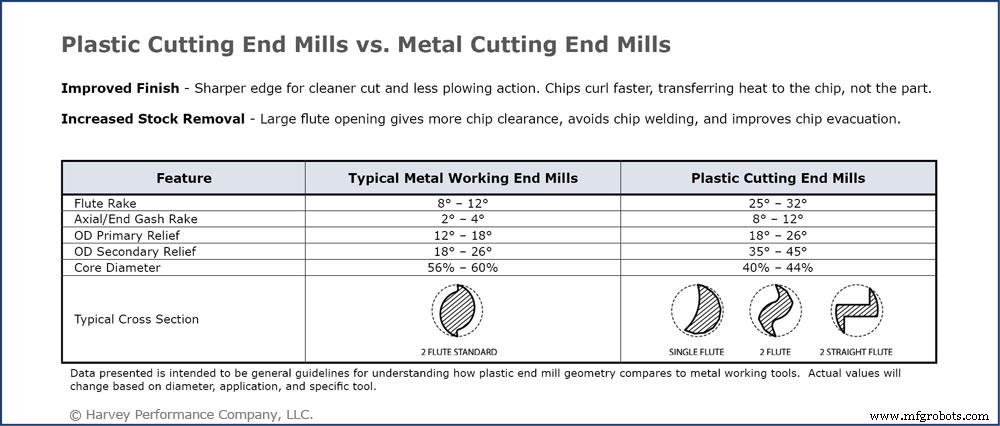
如果没有选择合适的工具,塑料中的聚合物排列会导致许多毛刺。在加工过程后需要离线手动去毛刺的零件会消耗车间资源。 需要锋利的切削刃,以确保塑料被干净地剪切,减少毛刺的发生。 三刃塑料切削立铣刀可以减少或消除手工去毛刺零件的需要。由于更多的刃数,这些工具采用了改进的切削作用和刚性。其特殊的端部几何形状减少了传统金属切削立铣刀留下的圆形端痕,留下了更干净的光洁度和最少的毛刺。
长笛计数案例研究
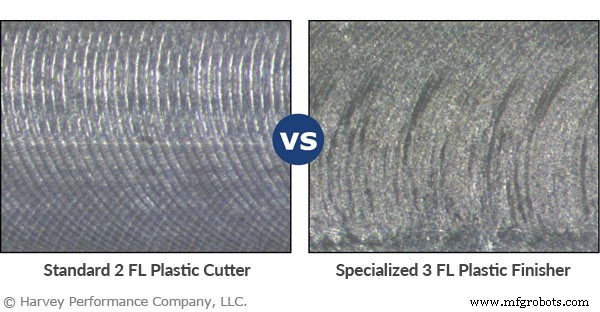
2 刃塑料切割机: 使用标准的 2 Flute 塑料切割立铣刀在丙烯酸中进行面加工。 2刃刀具的高前角、高后角设计提高了排屑率,但也能在工件顶部留下明显的涡流纹路。
3 刃塑料修整器: 使用专门的 3 Flute Plastic Finisher End Mill 在单独的丙烯酸片上进行饰面操作。专用切割端留下最小的漩涡痕迹,并产生更光滑的光洁度。
在选择合适的塑料切割机时,识别切割特定塑料的潜在问题是重要的第一步。决定使用正确的工具可能意味着出色的最终产品和报废的工作之间的区别。 Harvey Tool 的技术工程师团队可以帮助回答您在选择合适的塑料切削立铣刀时可能遇到的任何问题。
数控机床