

定制工具、工件夹具帮助将转子搅成形状

通过开发更精确的加工工艺进行配合螺旋转子,这个惠普尔增压器的增压器模型可以更有效地迫使空气进入发动机以获得更高的马力增益。定制的工件夹具和成型工具使该公司能够在其 B 轴车铣复合机的一个设置中精确铣削增压器转子。
Fresno 的 Whipple 增压器由前赛车队队长和车主 Art Whipple 于 1987 年创立,为汽车和航海赛车手以及其他希望提高发动机性能的人制造双螺杆增压器。这些类型的“功率添加器”(涡轮增压器和一氧化二氮是其他类型)将额外的空气引入发动机,超出了发动机自身的能力。更多的空气意味着可以添加更多的燃料,从根本上增加发动机的排量和马力输出。
这里的关键是增压器外壳内两个螺旋转子的精确、非接触啮合。 Supercharger 设计师 Garrett Bright 解释说,在 Whipple 设计中,公转子有三个螺旋叶片,而母转子有四个。它们彼此反向旋转并且非常紧密。当每个叶片移动经过进气口时,空气被困在转子和外壳之间。转子旋转逐渐减少空气占据的空间,压缩它。压缩继续进行,直到内叶空间暴露于出口,空气通过出口排放到高于大气压的空气进入位于发动机顶部的进气歧管。
增压器效率取决于配对转子和外壳之间的密封效果。此前,惠普尔只使用由外部公司制造和供应的转子。它仍然将那些提供的转子用于其某些增压器型号。然而,该公司此后开始在内部设计和加工自己的转子,其开发的加工工艺生产的圆柱形转子比其供应商提供的转子更多,因此增压器设计的效率比那些设计高 5%使用提供的转子。
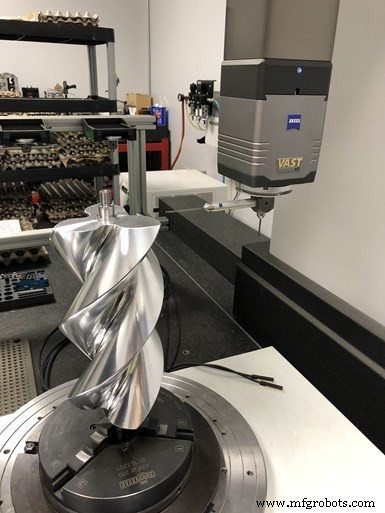
在此 CMM 上进行的测量使 Whipple 能够确定其提供的转子和内部机器中的转子的精度。它的目标是在配合转子之间实现 125 微米的间隙,现在它可以通过其内部的多任务加工能力来实现。
Bright 解释说,在看到其供应商转子在其 Zeiss Accura 三坐标测量机 (CMM) 上的测量结果后,惠普尔被激励自己加工转子。该 CMM 在其 Calypso 测量软件中具有旋转工作台以及 Zeiss 的 Vast 扫描技术和 Gear Pro 选项。 Bright 说,该软件对于测量配对转子特别有效,因为他可以在公母转子螺旋轮廓上分配特定的控制点,以确定它们在这些点处的间隙。他确定每个转子的轮廓应为 ±63 微米,目标是实现大约 125 微米的间隙。惠普尔不是从它的转子供应商那里得到的。
内部加工
该公司使用成型工具的内部转子加工工艺与其供应商的相似,但对工件夹具进行了修改以增加刚度。

操作员将 6061 铝转子坯料装入车床、机床的主轴和副主轴夹在轴突出的钢轴颈上。
几年前它为此应用购买的机器是带有 B 轴铣头的 Mazak Integrex e-420H-S II 车铣刀。事实上,这台车铣床不进行车削。
圆柱形 6061 铝转子毛坯首先在另一台机器上进行纵向中心钻孔,以便将钢轴压入其中。当操作员将毛坯装入 Integrex 时,机床的主轴和副主轴夹紧在轴突出的轴颈上。接下来,机器的 B 轴大幅倾斜,以定向定制成型工具,该工具在该角度时与所需的转子槽轮廓相匹配。最后,随着转子缓慢旋转,旋转成型工具沿 Z 轴移动,以多道次形成每个凹槽。
最初,Whipple 使用加长、回拉式 ER 筒夹夹住轴颈。延长的长度需要将毛坯定位远离副主轴,以便为 B 轴主轴提供足够的间隙,以便在副主轴的卡盘上方尽可能远地倾斜,以适应成型工具。然而,这些夹头的回拉功能使得装载转子坯料既费时又具有挑战性。夹头拧紧(导致回缩)在主轴上施加了过多的负载,这意味着必须将 W 轴副主轴推入以帮助拨出负载。否则,可能会导致颤振或表面光洁度差。因此,操作员会不断地夹紧和重新夹紧,直到大部分负载被消除,这通常需要 10 分钟。此外,Whipple 不断更换夹头,因为它们经历了多次拧紧和松开的磨损。

与之前使用的 ER 筒夹不同,死-长度夹头不会拉回工件并将负载施加在必须消除的主轴上。这将设置时间从 10 分钟减少到了 2 分钟。
在与 Whipple 合作开展该项目的 Mazak 应用工程师 Kellen Bush 的建议下,该公司联系了 Hainbuch 以设计一种替代的工件夹持方法。 Hainbuch 销售经理 Tom Chambers 解释说,该公司的定制夹具解决方案不仅提供了使机器的 B 轴倾斜到所需角度而不受干扰所需的扩展范围,而且还提供了更高的刚性,同时简化了转换。这在很大程度上是可能的,因为使用了死长度夹头而不是回拉类型。钱伯斯说,死长筒夹“在空间中夹紧”,这意味着当筒夹被夹紧时,转子坯料不会移动。结果,没有额外的负载被施加到主轴上。转换现在只需两分钟。
Whipple 用来加工其转子的 Kyocera Unimerco 成型工具(就像 Whipple 的转子供应商一样)实际上并不常用于切割金属。 Kyocera Unimerco 的销售经理 Anders Varga 说,这种工具通常用于切割木材、复合材料和其他纤维材料。这主要是由于金属工件和长刀片切削刃之间的高接触面积而施加在刀具上的压力量。这些工具可以用于这种转子加工应用,这说明了带有 Capto 主轴接口的机器的刚性及其定制的工件夹具。
使用与转子的螺旋槽轮廓相匹配的成型工具(Bright 改进的轮廓)消除了在使用多个立铣刀雕刻槽时可能需要的抛光。转子经过机加工,使其叶片尽可能大,但尺寸略小,以允许随后的专有涂层。 Whipple 通常为公转子和母转子准备两把粗加工工具和三把精加工工具。这些工具使用无涂层的微晶粒硬质合金刀片。粗加工刀具的刀片通过螺钉固定在刀体上;精加工工具与它们钎焊。

通过使用表单工具,Whipple 没有进行二次精加工,就像使用立铣刀制造转子凹槽一样。
现在,这种加工工艺不仅实现了 Bright 在配对转子之间的 125 微米间隙目标,而且端到端转子圆柱度更加一致。他说,使用最初的工件夹持方法,转子一端与另一端的圆柱度差异可能高达 10 微米。已减小到 1 微米。转子循环时间也快一点。阳转子的循环时间为 14 分钟,阴转子需要 20 分钟。但是,对于惠普尔来说,这是肉汁。其主要目标是实现更高的转子加工精度和超速转换,这两个目标都已实现。
工业设备