

均匀壁厚在注塑成型中的重要性 [指南]
如果您曾经拆开过塑料部件,您会注意到这些部件的壁厚尺寸均一。好吧,这不是巧合。壁厚在决定零件的成败方面有很长的路要走。它是注塑设计最重要的规则之一。如果没有正确完成,在加工零件时可能会导致许多问题。在本文中,我们将回顾为什么均匀的注塑厚度很重要,如果做得不好可能导致的缺陷,以及选择材料和加工注塑壁之间的关系。
设计注塑件墙体时要考虑的原则
完成加工后,零件必须收缩才能轻松从模具中取出。注塑模具过程中塑料部件的收缩率取决于两个主要因素:壁厚和所用材料的塑料厚度。所有塑料部件在冷却时都会收缩。因此,这些塑料部件的设计是以这种收缩均匀的方式完成的。不同的收缩率会导致外观和致命的不同缺陷。在壁厚塑性设计过程中,设计师需要注意以下几点:
尖角
零件的角对于确定零件是否会失效非常重要。这是因为零件的尖角会产生高度的应力集中。这可能会阻碍塑料流动并导致零件出现缺陷。为了防止这种情况,大多数设计人员将拐角的内半径设为塑料厚度的 0.5 倍,而将外半径设为塑料厚度的 1.5 倍。
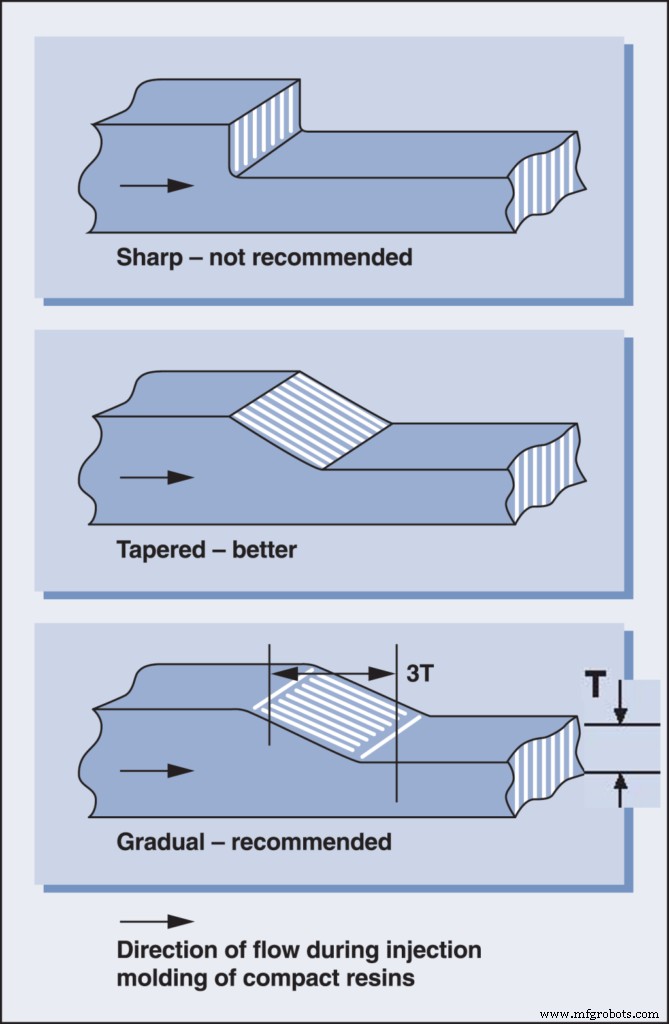
相邻壁厚
对于相邻的墙,一堵墙的厚度不得小于另一堵墙的 40% 至 60%。此外,两种壁厚都必须在特定材料的阈值范围内。
拔模角度
草图有助于方便地从模具中取出零件。通常,您应该允许塑料厚度允许的尽可能多的拔模。在大多数情况下,每 0.25 毫米的塑料厚度增加 1.5 度的拔模斜度就足够了。这可能会因壁厚和零件厚度的成型设计而异。
老板
关于壁厚的成型设计指南应适用于凸台(围绕用于螺钉的开口的圆柱形结构)。它们的厚度应该是周围区域的 40% 到 60%。
轮辋和弯头
轮辋和弯头的厚度也必须尽可能均匀。确保这一点的一种方法是为曲线添加足够的半径。这有助于确保塑料材料顺利流过模腔。
肋骨
肋条可以在需要强度的部分实施。与加厚零件相比,使用加强筋的优势在于它们降低了翘曲的风险。肋骨也更具成本效益,因为它们冷却速度更快,并且需要更少的材料来生产。
为什么保持均匀的壁厚很重要?
外观
壁厚不均会影响注塑件的美观。由于壁厚不均匀,可能会出现翘曲和缩痕等缺陷。流线等表面问题也可能会被注意到。
门控挑战
浇口是从厚部分到较薄部分。不均匀的壁厚可能导致熔融塑料从薄部分流向较厚部分。这会导致问题,因为塑料材料可能会在较薄的部分开始冷却,从而有效地阻止流向较厚的部分。因此会出现下沉和翘曲等缺陷。
剪应力
流动中塑料的剪切应力会受到不同壁厚的影响。以恒定填充速率移动的流动塑料的剪切应力随着壁厚的减小而增加。不均匀的壁厚因此导致不同程度的剪切应力。这是造成塑料翘曲的主要原因。
冷却速度
较厚的部分需要更长的时间来冷却。壁厚不均匀的零件必须留在模具中,直到整个零件冷却。这会导致周期时间和整个制造过程的增加。
费用
较厚的墙壁需要更多的塑料材料来填充。他们还需要更多的时间来冷却。更多的材料和更长的注塑机时间只会增加生产成本。
壁厚不均造成的缺陷
虽然注塑成型是制造零件的最佳方法之一,但仍有一些因素会导致最终产品出现缺陷。由于成型过程以及所用材料的塑料厚度,可能会出现一些缺陷。下面重点介绍一些受壁厚影响的缺陷。
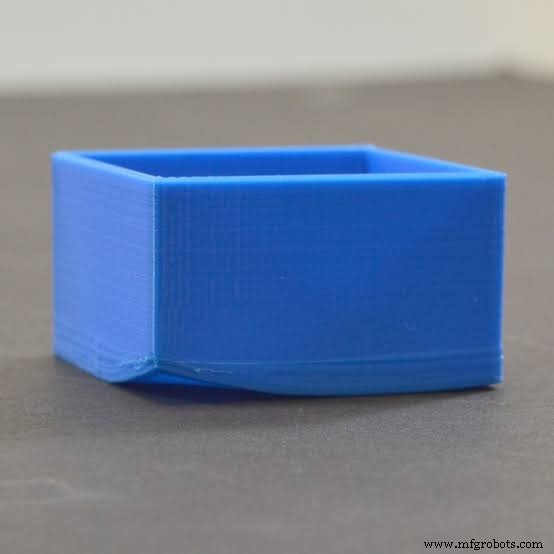
翘曲
翘曲是由于产品不同部分的收缩不均匀而产生的。这会导致完成时产品的形状出现扭曲和弯曲。正如已经强调的那样,不均匀的壁厚会导致产品部件以不同的速度冷却,从而导致翘曲。
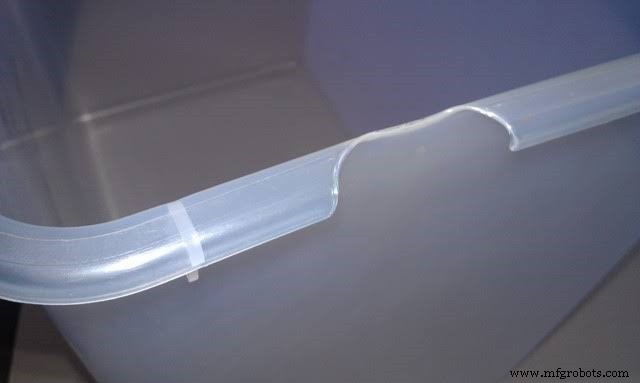
流线
流线是塑料产品上出现的美学缺陷。它们以波浪或线条的形式出现,通常与周围区域具有不同的色调。它们是由于模腔中熔融塑料的流速不同而产生的。
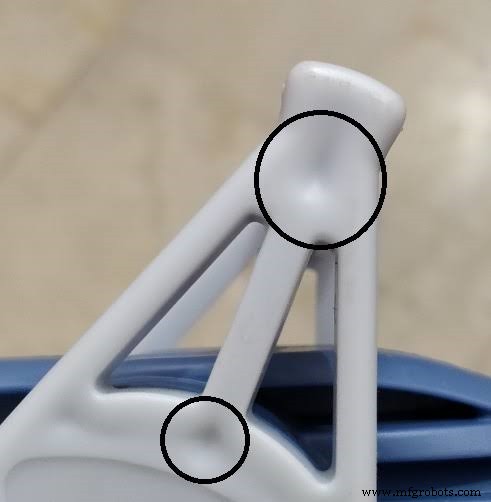
缩痕
缩痕就像在注塑产品上形成的小陨石坑。当塑料材料在模具中不能完全冷却时,就会形成这些凹坑。收缩痕迹更常出现在产品较厚的部分,因为它们需要更多时间冷却。
短镜头
当产品的一部分丢失时,就会发生短射。发生这种情况是因为熔融塑料未能到达模具的所有部分。不均匀的壁厚会导致这种缺陷。当壁厚不均匀时,塑料从较薄的部分流向较大的部分会过早冷却。这样可以防止熔融塑料到达较厚的部分。
选择注塑成型材料
确定壁厚的最重要因素之一是使用的材料。这是因为材料将成为壁厚塑料设计厚度的限制因素。不同的材料将允许不同的壁厚。重要的是要经过一个测试阶段,在此阶段您可以在开始大批量生产之前针对壁厚配置尝试不同的材料和塑料设计。
您选择的材料也决定了塑料的厚度。有多种材料可供选择。有些材料允许您设计非常薄的墙壁,为什么其他材料需要更厚的墙壁。在选择材料时,应尽量在功能、性能和成本之间取得平衡。
在 RapidDirect,我们提供各种材料,为您的零件提供各种壁厚。您可以从我们的材料部分找到有关材料的更多信息。您还可以在下面找到各种塑料部件的推荐壁厚。
一般材料厚度指南。
| 材质 | 推荐的壁厚 |
| ABS | 0.045 – 0.140 |
| 乙缩醛 | 0.030 – 0.120 |
| 亚克力 | 0.025 – 0.500 |
| 液晶聚合物 | 0.030 – 0.120 |
| 长纤维增强塑料 | 0.075 – 1.000 |
| 尼龙 | 0.030 – 0.115 |
| 聚碳酸酯 | 0.040 – 0.150 |
| 涤纶 | 0.025 – 0.125 |
| 聚乙烯 | 0.030 – 0.200 |
| 聚苯硫醚 | 0.020 – 0.180 |
| 聚丙烯 | 0.025 – 0.150 |
| 聚苯乙烯 | 0.035 – 0.150 |
| 聚氨酯 | 0.080 – 0.750 |
| 硬质PVC | 0.090 – 0.250 |
| 软PVC | 0.025 – 0.150 |
较厚的墙壁使零件更坚固。它们还增加了翘曲的风险,增加了产品的重量,增加了产品的时间,并且还需要更多的材料。另一方面,薄壁虽然便宜,但会导致产品开裂和破损。在壁厚和性能之间找到合适的平衡点很重要。
可制造性设计
即使在对零件壁厚的塑料设计进行了更正之后,建议您查看零件在新的修正后将如何发挥作用。这就是可制造性设计流程的用武之地。借助 DfM,您可以轻松识别新缺陷或任何其他设计修改,以帮助减少壁厚。
由于此阶段的重要性,您也必须将其交给该领域的专家并给出最佳结果的专家。或者,你可以自己做。但是,这只会增加产品的交货时间。因此,为什么不把它外包给这方面的专家呢。
借助 RapidDirect 注塑成型服务,您可以接触到 DfM 专家分析师团队,他们致力于确保您的产品设计是最佳的。我们的设计师还将与 DfM 分析师合作,确保您的零件壁厚的塑料设计处于最佳状态。
结论
在塑料注塑成型过程中保持壁厚均匀对于产品的美观和结构完整性非常有用。这可能非常具有挑战性,因为您必须考虑很多因素。为了简化此过程,您需要与具有必要经验和技能的注塑公司合作,以使您的项目顺利进行。 RapidDirect 是确保您的注塑工作没有任何壁厚缺陷的完美选择。
RapidDirect 注塑成型服务
在 RapidDirect,有多种材料可供选择。这使您能够为您的项目选择具有最佳功能、性能和价格的材料。这样,各种塑料厚度也可供您使用。我们还提供多种注塑工艺,以满足您的各种需求。
我们先进的容量设施使我们能够迅速为您服务。我们在一个工作日内提供报价。您还可以访问我们的免费 DFM 反馈,帮助您在生产开始前解决任何设计问题。
立即访问我们的网站以开始使用。
复合材料