

13 塑胶射出成型问题及解决方法
用于制造零件方法的塑料注射成型的优点包括生产速度快、效率高、操作自动化、形状和尺寸灵活。而且,注塑产品尺寸准确,更换方便,模具零件可以成型为复杂的形状。这种环保方法适用于大批量生产和复杂形状产品等成型加工领域。
然而,虽然操作者熟悉特定的机器和塑料件成型过程中的操作技巧,但模具设计和材料上的各种快速注塑缺陷是不可避免的。本文针对塑料注射成型的问题及解决方法,主要有以下几点:
从原材料、塑件或模具设计、成型工艺等方面分析产生这些问题的原因,并提出相关解决方案。
1.短镜头
短射是指模腔不能完全填满的现象。

原因: (1)模具温度、料温或注射压力和速度太低 (2)原料塑化不均匀 (3)排气不良 (4)原料流动性不足 (5)零件太薄或浇口尺寸过小(6)结构设计不合理,聚合物熔体过早固化
补救措施: 材质:多使用流动性材料模具设计:(1)先填充厚壁,再填充薄壁,避免滞留现象。 (2)适当增加浇口数量和流道尺寸,降低工艺比和流阻(3)排气口的位置和尺寸要适当设置,避免出现排气不良的现象。
整机:(1)检查止回阀和料筒内壁是否磨损严重(2)检查进料口是否有料或桥接。
工艺:(1)提高注射压力和注射速度以增强剪切热(2)增加注射量(3)提高料筒温度和模具温度
2。空气陷阱
空气陷阱是空气被困在型腔中,从而在零件中产生气泡。
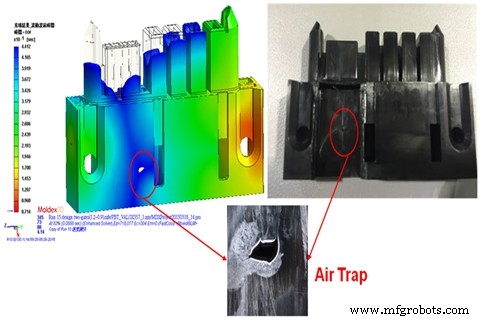
原因: 这是由于两个熔体前沿相遇时空气无法从分型面、柱塞或排气口逸出造成的。
补救措施: 结构设计:减少厚度不均,尽量保证壁厚均匀
模具设计:(1)在最后填充处增加排气口(2)重新设计浇口和流道系统
工艺:(1)降低最后阶段的注射速度(2)提高模具温度
3。脆性
脆性是塑料件容易在某些地方开裂或断裂

原因: (1)干燥条件不适宜;使用过多的再生料(2)注射温度设置错误(3)浇口和流道系统设置不合适(4)熔痕强度不高
补救措施: 材料:(1)注塑前设定适当的干燥条件(2)减少再生料的使用,增加原料的比例。 (3) 使用高强度塑料。模具设计:加大主流道、分流道、浇口尺寸
机器:选用设计精良的螺杆,使塑化时温度分布更均匀
工艺:(1)降低料筒和喷嘴的温度(2)降低背压、螺杆转速和注射速度(3)提高料温和注射压力,提高熔体强度
4.烧痕
烧痕是空腔内的气体不能及时排出,导致流尾发黑。

原因: (1)型腔内的空气不能及时排除。 (2)材料降解:熔体温度过高;阴螺杆转速;流道系统设计不当
补救措施: 模具设计:(1)在易产生废气的地方增加排气系统(2)加大流道系统尺寸
过程:(1)降低注射压力和速度(2)降低料筒温度(3)检查加热器和热电偶是否工作正常。
5.Flash
这意味着模具分型或顶出部分存在多余的塑料。
原因: (1)锁模力不足 (2)模具有缺陷 (3)成型条件不合理 (4)排气系统设计不当
补救措施: 模具设计:(1)合理设计模具,保证合模时能合模(2)检查排气口尺寸(3)清洁模具表面
机器:设置合适尺寸工艺的机器:(1)增加注射时间,降低注射速度(2)降低机筒温度和喷嘴温度(3)降低注射压力和压力
6.分层
是指可以逐层剥离的部分表面。

原因: (1)混入其他不相容的聚合物(2)成型时脱模剂使用过多(3)树脂温度不一致(4)水分过多(5)浇口和流道有锐角
补救措施: 材质:避免不相容的杂质或受污染的回收材料混入原材料模具设计:所有流道或浇口倒角锐角
工艺:(1)提高料筒和模具温度(2)成型前适当干燥材料(3)避免使用过多的脱模剂
7.喷射
熔体流动过快造成的喷痕,一般呈蛇形。
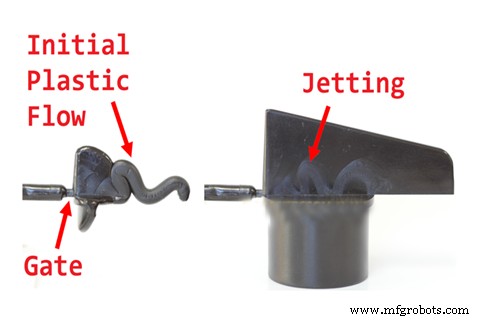
原因: (1)浇口尺寸太小,正对着截面积大的制品表面 (2)填充速度太快
补救措施: 模具设计:(1)加大浇口尺寸(2)将侧浇口改为搭接浇口(3)增加浇口前止动销
8.流线
流线是产品表面呈波浪状的成型缺陷,称为一种由熔体缓慢流动引起的蛙跳。

原因: (1)模具温度和料温太低 (2)注射速度和压力太慢 (3)流道和浇口尺寸太小 (4)由于产品结构原因,加速度太小造成充填流量大时。
补救措施: 模具设计:(1)加大流道内冷井尺寸(2)加大流道和浇口尺寸(3)缩短主流道尺寸或改用热流道
工艺:(1)提高注射速度(2)提高注射压力和压力(3)延长保压时间(4)提高模温和料温
9.雾
浇口附近出现云状变色。原因是熔体破裂。
原因: 如果浇口太小或胶水处的型腔太薄,熔体流量大,断口面积小,剪切速率大,剪切应力常增大,使熔体橡胶断裂,发生雾移。
补救措施: 模流模拟。可以预测通过上述狭窄区域的熔体的温度、剪切速率和剪切应力。 Moldflow一般为各种塑料材料的温度、剪切速率和剪切应力提供一个上限。 Moldflow工程师可以根据分析结果进行调整,在进胶处找到合适的浇口尺寸和型腔壁厚,以消除雾气。
10.条纹
条纹是水、空气或炭在零件表面沿流动方向分布的条纹。

原因: (1)原料中水分含量过高 (2)原料中夹带空气 (3)聚合物降解:原料被污染,料筒温度过高;注射量不足
补救措施: 模具设计:检查排气位置是否足够工艺:(1)选择合适的注塑机和模具(2)换料时,将旧料从机筒内彻底清除(3)改进排气系统(4)减少熔料温度、注射压力或注射速度
11.缩痕
是零件表面在壁厚处凹陷的现象。
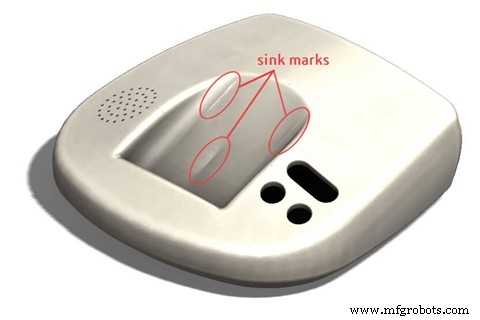
原因:(1) 注射压力或保压压力太低(2)保压时间或冷却时间太短(3)熔体温度或模具温度太高(4)零件结构设计不当
补救措施: 设计:(1)易产生凹痕的表面上的波纹表面(2)减小工件的厚壁尺寸,尽量减小纵横比,相邻壁厚比应控制在1.5~2,并尽量进行平稳过渡。重新设计加强筋、沉孔和加强筋的厚度。其厚度一般建议为基本壁厚的40-80%。
工艺:(1)增加注射压力和压力(2)增加浇口尺寸或改变浇口位置
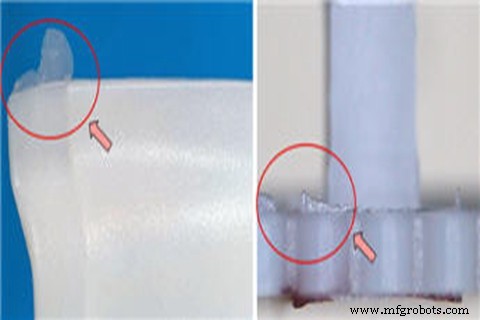
12.焊缝
熔接痕是指两股水流焊接在一起造成的表面缺陷。

原因: 如果制造的零件有孔、嵌件或多浇口注塑方法或零件壁厚不均匀,可能会产生熔接线。
补救措施: 材料:增加塑料熔体的流动性模具设计:(1)改变浇口位置(2)增加排气槽工艺:(1)提高熔体温度(2)减少脱模剂用量
13.翘曲
塑件设计和生产中最难解决的问题就是翘曲。

原因: (1)模具结构:浇注、冷却系统和顶出系统 (2)产品结构:塑件壁厚变化,有弯曲或不对称几何形状,加强筋和BOSS柱设计不合理 (3)生产工艺:塑件不(4)塑料材料:塑料材料有,无添加填料,收缩率大。
补救措施:(1) 模具温度不稳定。提供冷却/加热平衡模具(2)不规则截面厚度根据树脂特性重新设计产品形状和尺寸
在WayKen,我们在原型注塑的一些案例中遇到过很多类似的塑料注塑问题和解决方案。为了为我们的客户创造注塑产品,我们在制造零件之前和注塑过程中将注塑机零件的细节和注塑成型一步一步地牢记在心。
工业技术