

注塑成型的 4 大设计错误

许多公司转向注塑服务,以经济高效地生产大量相同的零件。塑料注塑成型涉及在加热的桶中熔化热塑性塑料,然后通过加压喷嘴将熔融材料注入耐用、精确的金属模具中。一旦材料冷却并硬化,零件就会弹出,并重复该过程。公司使用这种制造工艺生产从电子产品外壳到水瓶的各种产品。
注塑成型是一个复杂的过程,一个错误可能会导致外观缺陷、损害产品完整性并导致昂贵的重新设计。好消息是,只要您遵循设计最佳实践,这些问题中的大部分都是可以避免的。以下是您在设计注塑成型零件时需要注意的 4 个最常见错误。
4 种最常见的注塑成型错误以及如何解决它们
1。使用底切进行设计
底切是防止零件从模具中脱模的任何凹面、突起、凹槽、悬垂、螺纹、卡扣或其他特征。底切会导致制造成本、零件复杂性和模具维护要求增加,因此最好尽可能消除任何潜在的底切。
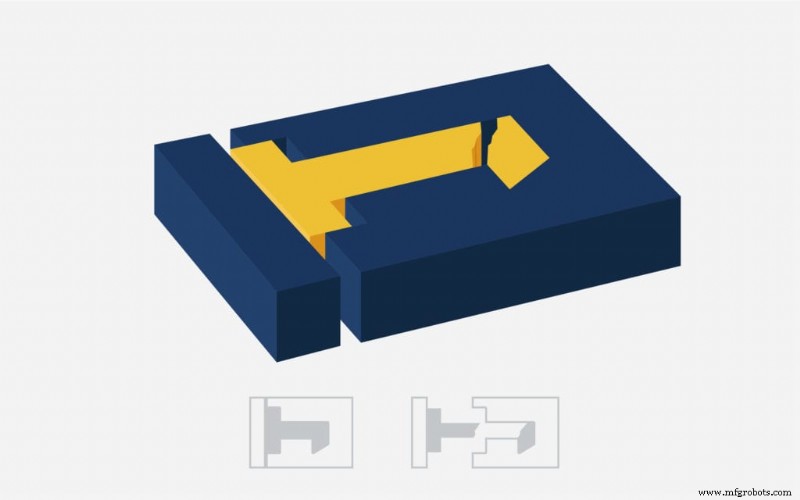
如果您有一个对零件设计至关重要的底切,则有几种方法可以改善零件顶出。重新定位有问题的特征,使其与绘制线平行是一种经济高效的解决方案。这允许零件在不遭受损坏的情况下弹出,从而消除了底切。如果您的零件具有内部倒扣或没有拔模斜度的面,您还可以使用挺杆来简化顶出过程。您可以通过巧妙设计零件中的孔和槽来形成底切特征,我们的 Fast Radius 工程师可以帮助您完成。
2。壁厚不均匀
具有均匀的壁厚有助于熔融塑料沿单一方向流过模具型腔,从而使材料更精确地填充型腔。然而,由于薄壁比厚壁冷却得更快,壁厚的变化会导致下沉、翘曲、短射等。
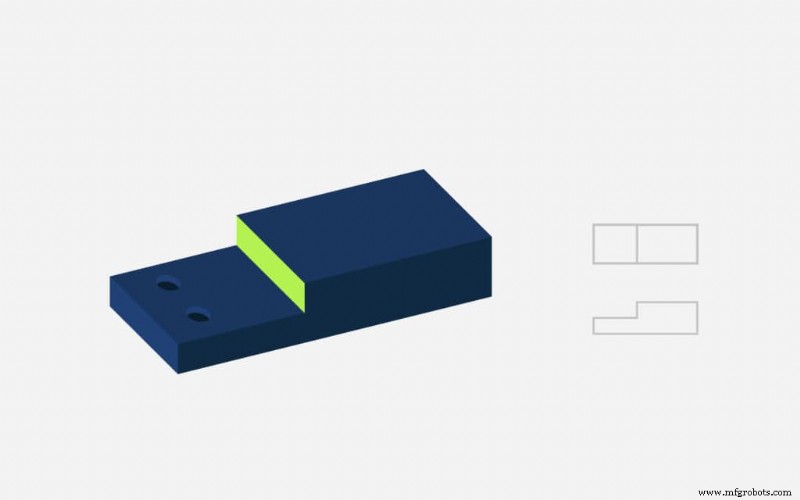
为避免这些问题并确保零件的所有区域以相同的速度冷却,请使用一致的壁厚。在大多数情况下,1.2 毫米和 3 毫米之间的壁厚是最好的。如果你必须有不同厚度的墙壁,你应该:
- 使薄部分和厚部分之间的过渡尽可能渐进 — 最佳设计实践是使用取芯和加筋来代替改变壁厚或在需要时尽量减少改变。
- 使用正确的加强筋和凸台厚度 — 加强筋和凸台不应超过基础壁厚的 40 - 80%,基础半径为壁厚的 25 - 40%。
- 去除最厚处的塑料 — 这称为取芯,它可以帮助保持墙壁部分均匀。
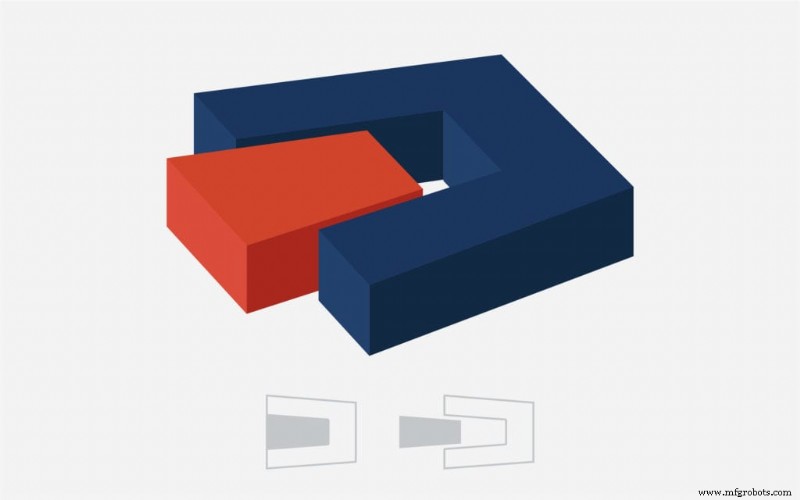
3。忘记拔模角度
添加拔模,即在零件的每个垂直表面上略微变细,对于顺利顶出至关重要。设计没有拔模的零件可能会粘在模具上,如果零件的垂直壁在顶出过程中刮擦金属模具,缺少拔模也会导致难看的拖线。通过添加柔和的锥度,您可以保护零件免受摩擦,确保均匀的光洁度,并减少顶出过程中的磨损、撕裂和翘曲。
拔模角度取决于几个因素,从壁厚到表面纹理。您需要考虑材料的收缩率、零件的最终使用功能和拉深来确定正确的拔模角度,因此最好与经验丰富的制造合作伙伴联系以获得准确的评估。作为一般规则,您应该使用至少 1.5 到 2 度的拔模,并为每英寸的型腔深度增加 1 度。如果您的零件表面纹理较多,则可能需要 5 度拔模角以防止出现拖线。
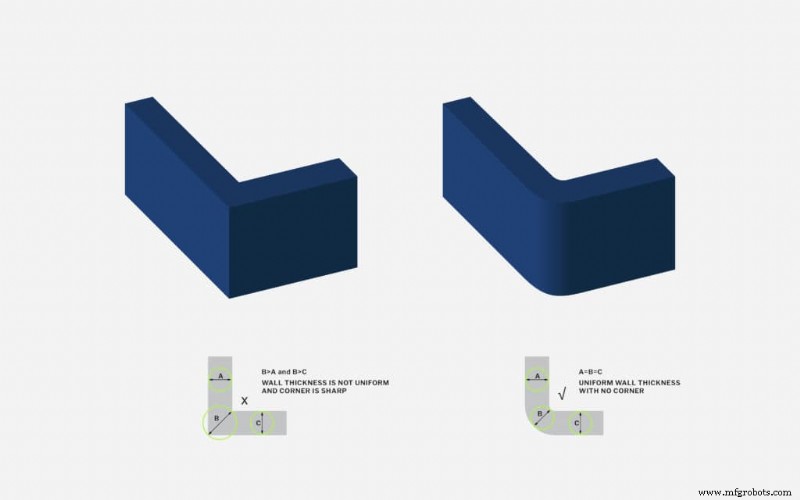
4。包括尖角
尖锐的棱角不仅需要更大的压力来填充,而且它们经常会导致零件在顶出过程中粘在模具上。由于尖角还使射料更难以流过模具,因此它们可能导致真空空隙或气泡被困住的区域。这些可能会导致外观损坏、增加应力集中并导致零件故障,因此尽可能修整内部和外部边缘和角落非常重要。
设计拐角时,请记住为拐角建模以具有一致的壁厚。这意味着内角圆角为壁厚的 50%,外角为 150%。
使用快速半径防止注塑件的缺陷
注塑成型设计错误可能会使生产推迟数周,增加成本,并导致零件低于标准甚至无法使用。在项目开始时花时间做出深思熟虑的设计决策至关重要,从长远来看,这将为您节省时间和金钱。但是,有很多事情需要牢记,因此与 Fast Radius 等经验丰富的注塑合作伙伴合作可以帮助您在第一时间完成设计。
当您与 Fast Radius 合作时,您将可以接触到我们的工程师、顾问和设计专家团队,他们可以帮助您完成整个制造过程。无论您是需要帮助将拔模巧妙地融入您的设计,还是决定合适的壁厚,Fast Radius 都可以帮助您设计出最佳的零件。立即联系我们,开始设计您的下一个注塑成型项目。
想了解更多?查看我们的资源中心,了解有关选择材料、何时使用单腔模具与多腔模具等的更多信息。
准备好使用 Fast Radius 制作零件了吗?
开始报价工业技术