

CosiMo:为电池盒盖挑战模拟器演示的智能热塑性 RTM 工艺

“可持续移动复合材料”(CosiMo) 项目由 Faurecia Clean Mobility(法国南泰尔)于 2018 年启动,旨在使用包括来自智能模具的数据在内的综合传感器网络开发智能热塑性复合树脂传递模塑 (RTM) 工艺作为来自注塑机和热压机的机器数据。该项目将于 2021 年底完成,CosiMo 合作伙伴在将实时传感器数据与来自实验室数据和模拟数据的材料参数相结合的闭环控制方面获得了知识和经验。 CosiMo 由巴伐利亚经济事务、区域发展和能源部在校园碳 4.0 计划中资助。
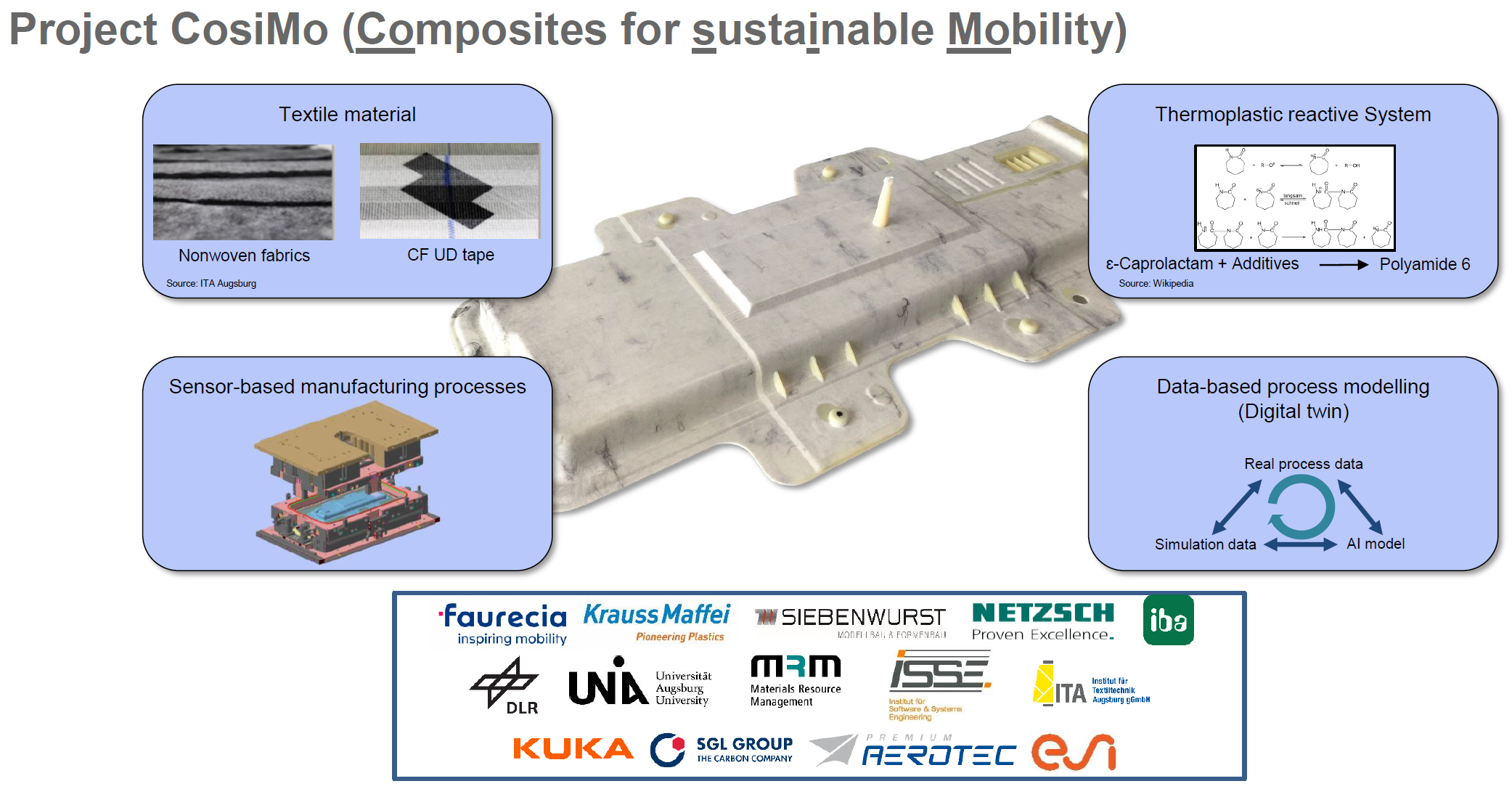
演示部分长 1,100 毫米,宽 530 毫米,由位于德国奥格斯堡的佛吉亚清洁移动研究中心设计。目标是探索材料和工艺限制,包括金属和泡沫芯、复杂的几何形状、各种半径和从 2.5 到 10 毫米不等的厚度。高达 1,000 克/平方米的玻璃纤维无纺布由位于奥格斯堡的纺织技术研究所 (ITA) 提供。还研究了用于局部增强的玻璃纤维非卷曲织物 (NCF) 和碳纤维单向带。玻璃纤维材料允许使用来自报废 (EOL) 复合材料部件的回收纤维。

基于 Faurecia Clean Mobility 的零件设计和在奥格斯堡制造的预成型工具,CosiMo 的 T-RTM 工艺使用了克劳斯玛菲(德国慕尼黑)3K(三组分)注塑机。该工艺是由 Tecnalia(西班牙多诺斯蒂亚-圣塞巴斯蒂安)申请专利的 2K 工艺的衍生,克劳斯玛菲在 2016 年德国杜塞尔多夫 K 展上展示了该工艺。 3K 注塑机与安装了钢 RTM 工具的 4,400 千牛顿 Wickert(Landau in der Pfalz,德国)热压机结合使用。 RTM 工具由德国迪特福特的 Siebenwurst 制造。
该项目的主要目标是研究使用传感器 RTM 模具和热压机的单步 T-RTM 工艺的全自动化和基于传感器的工艺控制。德国航空航天中心 (DLR) 轻型生产技术中心 (ZLP,奥格斯堡) 在该项目中制造了大约 100 个演示部件。 DLR ZLP 的 CosiMo 制造项目负责人 Jan Faber 表示:“这些部件采用不同的增强材料制成,质量高且重现性好。
作为“HAP 3 – 智能工具”工作包的项目负责人,DLR ZLP 还提供了“HAP 1 – 定制非织造布”和“HAP 2 – 反应系统”工作包和“HAP 4”中基本材料特征之间的关键接口- 数据驱动的过程控制”。
传感器网络
超过 70 个传感器集成到钢 RTM 工具中,以监控树脂注入和原位聚合过程中的工艺参数。该网络由多种传感器组成,包括 Kistler(瑞士温特图尔)的组合压力/温度传感器、Netzsch(德国塞尔布)的介电传感器和奥格斯堡大学开发的超声波传感器。后者基于广泛使用的商用压电传感器的概念,但针对热塑性复合材料加工的高温和模内集成要求进行了修改。材料、过程和机器数据由 iba AG(德国菲尔特)提供的中央数据采集系统收集、处理,然后发布到机器学习平台。
过程模拟和优化
传感器网络能够监控树脂流动和聚合,以及跟踪复杂工具几何形状中的零件参数。使用温度和压力等工艺参数实时分析树脂填充和聚合行为。
来自传感器的过程参数数据也用于优化过程模拟模型。基于先前定义的制造演示器,使用 ESI PAM 复合材料软件(ESI Group,Rungis,法国)对零件制造的子过程(例如,树脂填充模拟)和聚合部件的特性(例如,变形模拟)进行建模。作为 HP3-Workpackage 活动的一部分,DLR ZLP 将这些模拟结果与实际过程数据进行了比较,以优化 T-RTM 过程。
然后,该项目基于机器学习方法开发了自动化和模拟数据驱动的过程控制。奥格斯堡大学软件与系统工程研究所 (ISSE,Reif 教授) 生成机器学习训练数据并开发人工智能 (AI) 模型来预测聚合状态、聚合所需的时间以及聚合过程中的潜在问题树脂注射、填充和聚合子过程。这是与该项目的另一个重要合作伙伴库卡(德国奥格斯堡)合作完成的。
描述聚合过程的动力学模型是由奥格斯堡大学材料资源管理研究所 (MRM) 开发的。 Netzsch 也是主要合作者,将其在热固性过程监控方面的知识转移到热塑性过程监控中,以帮助建立预测性 AI 模型预测 PA6 聚合应在何时完成以及聚合状态的能力。
零件制造和测试
对于零件生产,钢制模具被加热到 170°C,反应性己内酰胺树脂组分被加热到 120°C。将预成型件放入模具中,然后关闭模具。在短暂停留以使预成型件达到模具温度后,注入己内酰胺单体,这需要 20-25 秒。工艺模拟显示,原位聚合在注射后需要 5.7 分钟才能达到 98.5% 的转化率。此后,打开压力机,零件在 170°C 下脱模。

通过红外光谱、流变数据和聚合的DEA传感器分析确认聚合度。成品部件使用无损检测进行评估,包括显微镜、热成像和空气耦合超声。零件质量与过程传感器数据相关,并与市场上类似的玻璃纤维/热塑性零件进行比较。
未来发展
Faber 说,对于 DLR ZLP,这个项目是成功的。 “我们已经完成了我们的部分,并积累了大量关于使用传感器实现复合材料加工的全数字闭环控制的知识,”他说。 “对于工业批量生产,没有人会安装这么多传感器,这不是我们所期望的。但是对于这项研究调查,这个大型传感器网络非常精确,帮助我们全面了解过程和材料行为。我们可以看到过程中因零件厚度或集成材料(如泡沫芯)变化而产生的局部影响。”
他指出,该项目产生了大量知识,并看到了未来将其应用于较慢的 RTM 和灌注工艺的潜力,其中零件质量问题的风险历来非常高。 Faber 还将在 9 月 29 日星期三在现场和虚拟活动 SAMPE Europe 21 会议期间介绍 CosiMo 项目的发展和结果,“在使用己内酰胺的 T-RTM 制造中进行基于传感器的原位聚合过程监测” 1, 1 号房 – 汽车。
DLR ZLP 还是奥格斯堡 AI(人工智能)生产网络(成立于 2021 年 1 月)的三个主要合作伙伴之一,该网络还汇集了奥格斯堡大学和弗劳恩霍夫铸造、复合材料和加工技术研究所 (Fraunhofer IGCV)。正如 AI 生产网络主管、同时也是开发超声波传感器的 CosiMo 项目研究员 Markus Sause 博士所解释的那样,“我们将把 CosiMo 项目中强调的这种合作蓝图扩展到更大的规模,开发用于生产的人工智能技术,重点关注复合材料。我们位于奥格斯堡的 5,000 平方米新工厂将于 2022 年开业,并在明年全年配备各种机器,使公司能够看到人工智能可以在生产环境中为实际流程做些什么的演示。”
与此同时,佛吉亚清洁出行将在内部扩展通过 CosiMo 项目获得的知识,该项目完全符合佛吉亚的可持续发展战略和生态转型。佛吉亚还要感谢巴伐利亚联邦经济事务、区域发展和能源部为该研究项目提供资金支持。
树脂