

将 AFP 与 3D 打印结合用于柔性零件生产
Electroimpact(美国华盛顿州穆基尔泰奥)成立于 1986 年,是一家全球工具和生产自动化供应商,号称是全球最大的飞机装配线集成商。在复合材料方面,该公司以其在高速自动铺带 (ATL) 和纤维铺放 (AFP) 系统方面的先进技术而闻名。 Electroimpact 强调它是由工程师驱动的——其 600 名员工中有 400 名拥有工程学位——开发由同一个工程师团队构思和完成,从概念到设计、制造、安装和客户验收。
2020 年 7 月,CW 报道了该公司新的可扩展复合机器人增材制造 (SCRAM) 系统。在这里,我们分享了对 SCRAM 工程团队部分成员的采访:项目经理 Cody Brown、流程开发和控制工程师 Ryan Bischoff 以及首席机械工程师 Reese Allen。他们对这种连续纤维增材制造的起源、实施和未来的解释提供了对下一代复合材料生产可能是什么样子的见解。
瞄准大规模 FDM
棕色 :“我们已经为此工作了四年,但想等到我们能够证明它可以生产真正的、航空质量的零件。我们最初的目标是生产一种大型熔丝制造 (FFF) 3D 打印机,它可以使用连续纤维制造复杂的零件。我们并没有着手开发 AFP 类型的工艺,但是当我们试图增加纤维体积并在打印部件中实现更高的物理强度时,我们用 FFF 碰壁了。它只是不适合高纤维含量和低空隙的原位固结工艺。因此,我们最终采用了一种使用未增强和/或短切纤维填充长丝将热塑性复合材料 AFP 与 FFF 相结合的工艺。”
艾伦 :“AFP 实际上是一种增材制造工艺。然而,在 SCRAM 中,我们不是以传统方式使用固定的硬工具,而是打印一个工具,我们可以在之后清洗它以创建真正具有结构性的非常复杂的几何形状。”
棕色 :“我们可以将这种可溶工具放在不会被网格锁定的地方,这样您就可以创建内部空腔。我们的目标不是与我们的大型 AFP 系统竞争,而是制造一个非常灵巧的系统,尽可能接近 3D 打印机。以真正的六自由度和准确性来做到这一点实际上非常复杂。由此产生的单元消除了紧固件和粘合剂,制造了可以非常快速地迭代的集成复杂部件。”
航空航天领域的高性能

棕色 :“我们在航空航天和国防领域的初始应用要求我们从 PEEK [聚醚醚酮] 开始。然后我们与 PEKK [聚醚酮酮] 和低熔点 PAEK [聚芳醚酮] 合作,取得了巨大的成功。”
比绍夫 :“热膨胀系数 [CTE] 是您最大的敌人。这就是为什么使用 PEEK 如此具有挑战性的原因——它喜欢结晶和收缩。尽管 PEKK 和其他 PAEK 树脂的 CTE 不为零,但它们的晶体结构更易于控制,因此更易于使用。替代 PAEK 还提供更好的可加工性和更高的铺层速度。”
艾伦 :“由于 CTE 问题,必须避免热梯度,因此您要尽量保持工艺和零件的等温。否则,你最终会翘曲。使用加热室是必须的——即使你没有将它保持在高温——只是为了确保没有草稿并且打印的一部分与其他部分的温度没有不同。”
基于激光的细胞
棕色 :“在我们开始时,启用该系统的很多东西都不存在,包括 PAEK 胶带和我们使用的紧凑型高功率激光器,以及真正的六轴增材制造 CAM 软件。”
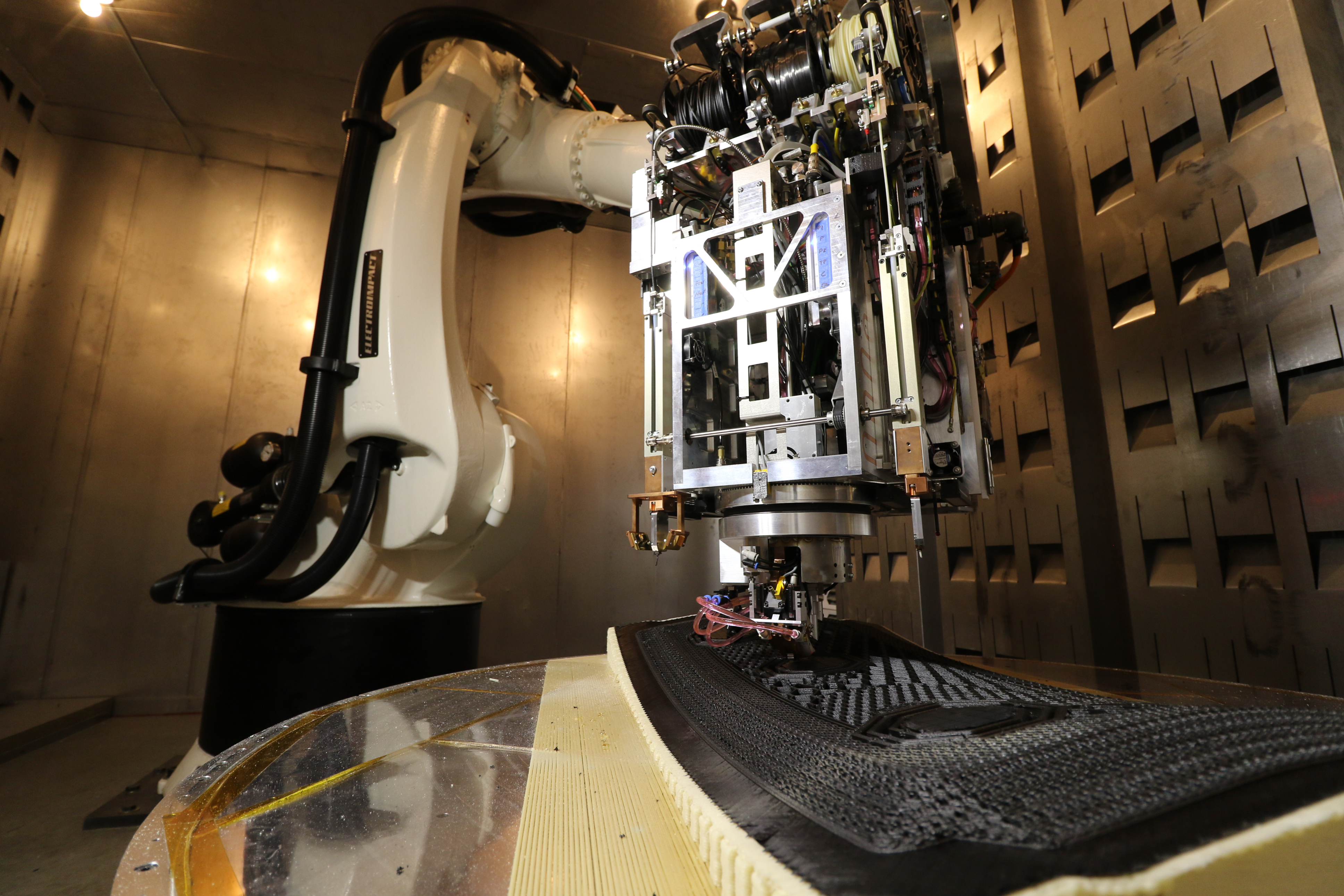
“SCRAM 打印头在 AFP 系统的两侧使用两个 3D 打印喷嘴 [打开图像]。一种用于打印可溶模具,另一种用于打印未增强或短切纤维长丝。可以看到其中一个配备了脚手架。这具有一组反射镜,用于将激光重定向到喷嘴尖端周围并加热基板。与传统 FFF 相比,这使我们能够实现卓越的层间粘合强度。系统上的灯用于照亮摄像机的部分 [图。 2]。我们全面使用这些,以便操作员可以安全地看到正在发生的事情,而不会受到激光的威胁。”

材料形式和孔隙率
棕色 :“我们使用了许多不同的材料,其中大部分是根据我们的纤维、树脂、纤维体积和尺寸规格定制的。我们最近一直在试验更多市售的狭缝丝束。短切纤维 FFF 长丝也使用我们为连续纤维带选择的相同树脂和纤维按照我们的规格制造。我们使用了 1、3.5 和 6.35 毫米直径的长丝。我们可以做得更大,但还没有必要。”
“我们为 AFP 实现了 50-60% 的纤维体积,但 FFF 部分的纤维体积要少得多,因为它们是挤出的。孔隙率与传统的非高压釜工艺相当,但随着我们改进工艺,孔隙率已急剧下降。使用极其优质的材料,在实验室环境中,我们实现了 0.5% 以下的孔隙率,使用 CT [计算机断层扫描] 扫描测量。与往常一样,有大量变量会影响这个数字,当我们生产非常复杂的零件时,保持低孔隙率是一项挑战。我们已经对该系统制造的零件和试样进行了大量破坏性和非破坏性测试。”
高精度、机器人控制
比绍夫 :“SCRAM 提供高精度机器人技术。标准的现成机器人是实现 6 自由度运动以进行放置和打印的经济实惠的解决方案,但对于航空航天质量的 AFP 而言,它们的精度还远远不够。几年前,我们就开始研究如何将这些机器人应用于航空航天 AFP 系统。您确实必须了解系统的基本原理以及实现准确性的问题。我们有一个由 60 到 70 名工程师组成的整个机器人团队,这就是他们所做的一切。”
“实现高位置和路径精度是一个非常复杂的问题。您在机器人(机器人的 CTE、背隙、振动等)和外轴、工具点校准、旋转部件框架和其他几个来源中存在不准确度。一旦您开始在真正的 3D 空间中打印,不考虑/解决其中任何一项都可能是灾难性的。为了实现这一点,我们扔掉了机器人附带的控制器,并用西门子 CNC 运行所有东西。然后我们将 Electroimpact 获得专利的二次反馈添加到所有机器人轴上,这使我们的公差从 30-40 密耳 [0.030-0.040 英寸] 降低到 ±15 密耳 [0.015 英寸]。然后我们应用高阶运动补偿以达到 ±10 密耳 [0.010 英寸]。”
速度、末端执行器和旋转打印台
棕色 :“我们正在使用原位固结,因此应用速度不会接近热固性预浸带。此外,这是一个机器人,而不是一个大型、坚固的龙门平台(如 AFP),它是为更高的速度而构建的。速度不仅包括铺设和印刷,还包括模具的交货时间。真正的衡量标准是您能多快拿到数字制造的零件?”
“视频中的部分高 36 英寸(印刷底座超过 4 英尺),直径为 16 英寸。如果我们轮班不停地跑,我们可以在几天内生产出来,这是一个非常短的时间来掌握一部分。零件也直接从 CAD 文件生成,因此如果您需要迭代,您可以更改 CAD、重新发布刀具路径并打印新零件。”
艾伦 :“现在,为了打印支持工具,我们有一个基于细丝的放大工艺。吞吐量有点慢,这会影响打印时间。 7 月,我们使用颗粒螺杆挤出机调试了我们的第一台末端执行器。这将增加产量,但会产生粗珠,因此我们还将添加一个铣削末端执行器来加工印刷表面。”
棕色 :“我们将拥有一系列兼容的末端执行器,机器人可以拿起和放下,根据需要执行各种加法和减法功能。末端执行器的取放过程是全自动的,这是我们所有 AFP 系统和 SCRAM 的标准功能。整个末端执行器使用自动换刀接口模块连接到机器人上,并有末端执行器存储支架。”
“该系统打印到外部旋转轴上并由 CNC 控制。我们之所以有这个,是因为机器人本身无法到达我们想要制造的零件上的每个点。接下来,我们打算将系统放在轨道上以制造更大的部件,但我们希望首先在这个规模上改进系统。我们已经讨论过使用两个机器人,我们从哲学上知道我们将如何进行。 (我们已经生产了其他集成的多机器人制造系统。)但是当你有两个机器人在重叠的工作区工作时,控制就会变得极其复杂。”
未来的灵活生产成为可能
棕色 :“这个多功能单元将为最终客户带来价值。它并不总是必须生产连续的纤维增强热塑性部件。通过在连续纤维沉积中添加挤出和研磨,我们扩大了其范围和灵活性。例如,我们展示的一些结构在零件构建中具有减法功能。然后机器人检查表面并关闭该空腔。如果没有多个步骤、专门的工具和/或某种最终组装,目前这是不可能的。”
“然而,除了生产零件之外,还有一个更大的主题。从长远来看,这种方法有机会显着改变航空航天和国防系统的设计和制造方式。不再有一条生产线专用于单一产品。相反,生产将是灵活的。此外,如果可以减少工具,就可以减少货架上的备件。这种灵活性影响到整个供应链,包括减少因材料过期而造成的浪费。”
比绍夫 :“有了少量的 SCRAM 单元和数字设计,您所需要的只是原材料原料,而不是数十种固定工具和保质期有限的热固性材料。”
棕色 :“在真正以这种方式处理生产之前,我们还有很长的路要走,但现在您可以清楚地看到它是如何实现的。”
树脂