

金属 FFF 3D 打印过程的工作原理
金属熔丝制造 (FFF) 是最容易获得、易于使用且价格合理的金属 3D 打印技术类型。因此,航空航天和汽车等一系列行业已经将金属 FFF 用于 3D 打印功能部件。
金属 FFF 以金属注射成型 (MIM) 为基础,并使用三步工艺:印刷、脱脂和烧结。阅读这篇博文,了解此 3D 金属打印过程的每个关键步骤中发生了什么。
金属FFF的三步印刷工艺
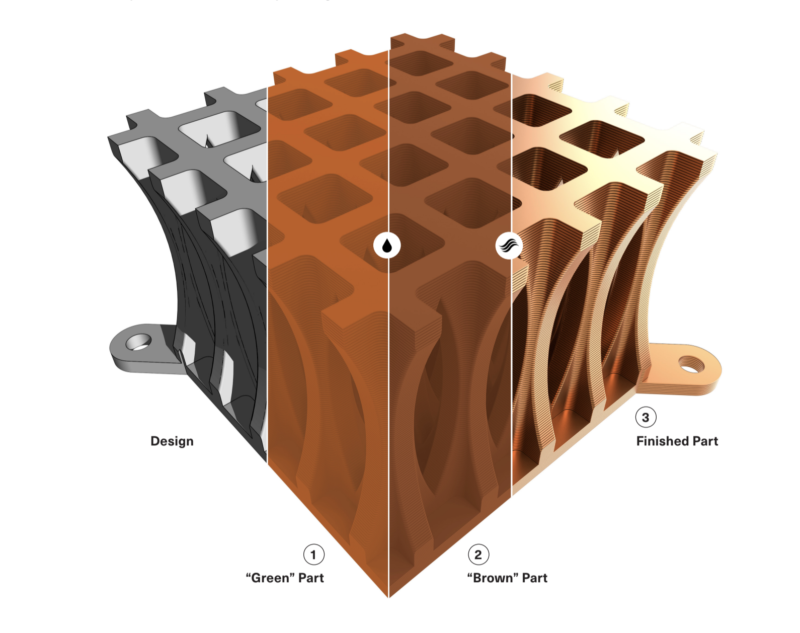
这些金属 3D 打印机是 FFF 打印机的高度专业化变体,经过优化以打印 MIM(金属注射成型)原料。这种类型的印刷创造了“绿色”金属部件,必须在最终使用前进行脱脂和烧结。
这些“绿色”部件总是比最终部件尺寸放大 15-20%,以解决烧结过程中可重复和可预测的收缩。
- 印刷: 结合在塑料中的金属粉末一次一层地打印成零件的形状。零件按比例放大以补偿烧结过程中的收缩,从而产生“绿色 ”部分。
- 脱脂: 打印后,将绿色部件放入脱脂站,在那里使用有机溶剂溶解大部分塑料装订材料。清洗后,绿色部分被称为“棕色 ”部分。
- 烧结: 然后将清洗过的“棕色”零件放入熔炉中,在那里以特定于材料的轮廓加热 - 首先烧掉剩余的粘合剂,然后将金属粉末固化成成品。
第 1 步:打印
金属 FFF 3D 打印技术使用与传统 FFF 打印机几乎相同的工艺。唯一的主要区别是金属 FFF 打印机使用真空密封的打印纸,而不是传统的打印床。
对于用户来说,打印过程包括:
- 在软件平台上切片
- 将真空密封的打印纸放在打印床上
- 启动金属 3D 打印过程
- 在真空脱离后移除打印部件
- 从打印纸上剥下“绿色”部分
采用 MIM 原料进行双挤出: 这些类型的打印机在一个喷嘴中挤出 MIM 细丝,在另一个喷嘴中挤出陶瓷界面细丝。
一个挤出喷嘴设计用于打印 MIM 原料,这是一种金属粉末,结合在两部分塑料装订材料中。这是用于形成零件本身以及支架和筏板的材料。对于工业 3D 打印机金属,Markforged 目前提供六种不同的商业级产品——A2 工具钢、D2 工具钢、Inconel 625、铜、H13 工具钢和 17-4 PH 不锈钢。
另一个喷嘴打印陶瓷离型材料。这提供了零件及其支撑和筏之间的表面。如果没有这种离型材料,就无法 3D 打印需要支撑的金属部件。烧结过程将这种材料变成粉末,这使得零件可以很容易地与支撑体分离。

第 2 步:脱脂
脱脂步骤去除了大部分粘合材料。结果是准备烧结的“棕色”部件。
首先,首先将“绿色”部件放入洗涤站中的加热溶剂浴中,使用脱脂溶液溶解主要粘合材料。 Markforged 金属 FFF 机器使用 Wash-1,一种基于溶剂的脱脂溶液。它主要使用 Opteon SF-79 作为溶剂,这是一种高性能液体,旨在以环境可持续的方式提供卓越的清洁能力、更高的效率和安全性。
总的来说,金属 FFF 的脱脂过程相当简单,只需要基本的 PPE。脱脂过程的用户步骤包括:
- 将绿色部件添加到洗涤篮中
- 将其与溶剂一起放入机器中并关闭盖子
- 洗涤后打开盖子,从洗涤篮中取出零件
- 将零件放入清洗站的空气干燥室
- 在零件干燥后从清洗站中取出零件
那么,零件在洗涤过程中会发生什么?脱脂溶剂浴溶解生坯中的主要粘合材料。当它溶解粘合材料时,溶剂会打开进入零件的微观流体通道,使溶剂能够更深地流动并溶解更多。
第 3 步:烧结
烧结是这种金属增材制造过程的关键最后一步。
烧结去除脱脂步骤中的“棕色”部件,烧掉剩余的粘合剂,然后在接近熔化温度下烧结部件。所有这一切都是在精确、受控的气氛中完成的。自动化过程极其复杂,需要对高能环境进行精确控制。
烧结过程涉及几个关键阶段。首先,部件被加热到中间温度以烧掉剩余的粘合材料——它通过在溶剂脱脂过程中产生的微通路离开部件。其次,部件被加热到烧结温度,在那里它从较大的“绿色”或“棕色”尺寸收缩到 3D 打印功能部件的最终尺寸。实体几何形状合并到 95% 以上的孔隙率,而闭孔填充物仍然存在。陶瓷界面材料变成灰尘,使用户可以轻松地将 3D 打印的金属部件与筏板和支架分离。
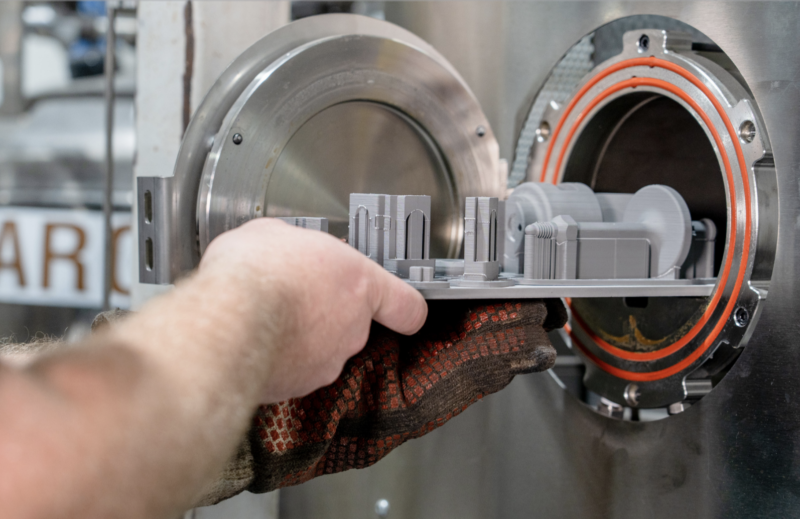
使用烧结炉需要以下步骤:
- 将零件添加到安装板
- 将垫板放入炉中
- 关闭炉门
- 开始烧结过程
- 运行流程直至完成
免费金属 3D 打印资源
- 金属3D打印基础
- 电子书:金属 FFF 应用和案例示例
- Metal FFF综合指南
3D打印