

理想的 Ender 3(Pro 和 V2)PETG 设置!
我决定测试一下我的 Ender 3 打印 PETG 和打印多个 20 毫米立方体甚至一个花瓶的能力。
在本文中,我将与您分享我的发现、哪些设置有效、哪些无效等等!
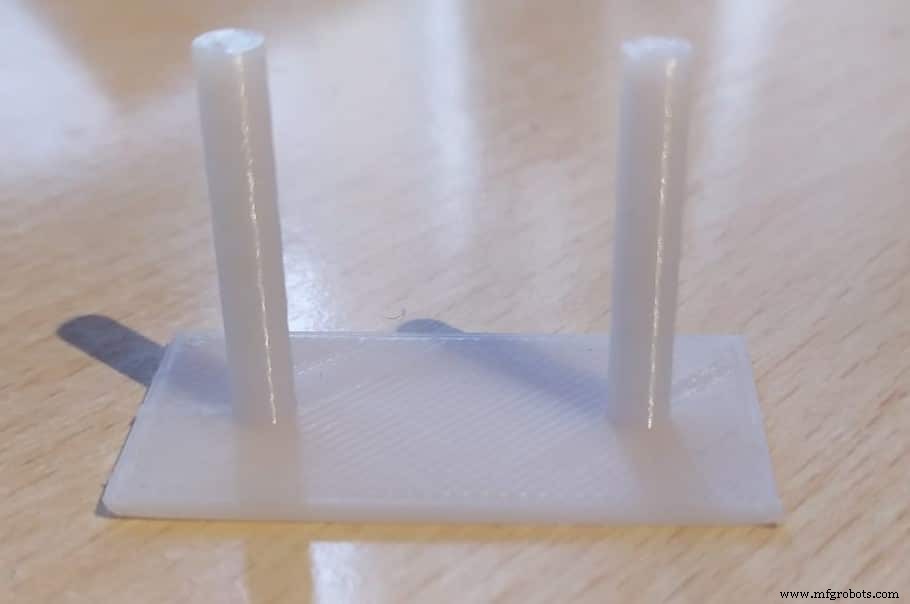
我还将附上几张我创建的模型的图片,以便您看到我设法达到的打印质量。
如果您不想经历我们为找到在 Ender 3 上创建高质量打印的理想设置而进行的所有试验和错误,那么请务必查看我们自己专门定制的 Cura 配置文件适用于 Ender 3 打印机系列(只需 7 美元即可获得所有这些打印机)。
废话不多说,我们开始吧!
打印温度
一般来说,PETG 在 220°C 到 250°C 范围内的打印效果非常好。但是,Ender 3 使用的是 Bowden 型设置,它不适合在 240°C 或 245°C 以上打印,因为它可能会损坏,所以我建议保持在 220°C 到 240°C 的范围内。
在我的测试中,在 220°C 下打印可提供最佳的整体打印质量。
Ender 3 上理想的 PETG 打印温度:
- 220°C – 240°C(220°C 会产生更好看的结果)
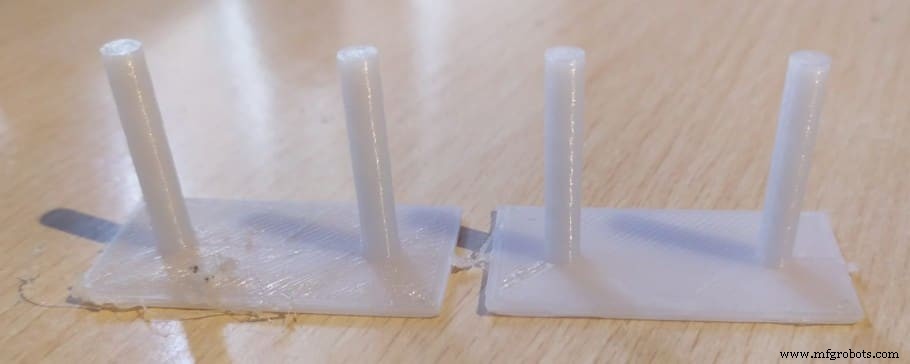
在对 20 多种不同的印刷品尝试了多种不同的印刷温度后,我发现在我的情况下,220°C 提供了最佳效果。 230°C 及以上会在顶层或我的模型上产生细线和斑点,事实上,你可以在我运行的拉线测试中看到它(我使用两种不同的灯丝打印了 10 多个拉线测试,直到我做对了):
床附着力
床层附着力可能是打印时要考虑的最重要因素,因为您希望第一层正确地粘附在打印表面上,以避免翘曲并防止打印件脱落。
打印温度、床温、您使用的构建表面类型等因素会影响模型与表面的粘合程度。
床温
PETG 需要在相当高的温度下打印,这意味着为了避免翘曲,您需要将床设置在 60°C 和 70°C 之间(通常建议使用 60°C,但我没有效果很好)。
现在,这是您可能不知道的事情,但床温越高,粘附力越强。事实上,进行了一项研究,结果表明,当塑料的玻璃化转变温度略高于塑料的玻璃化转变温度时,床的附着力最强,在 PETG 的情况下为 80°C(基本上,您需要将床温设置为略高于 80°C)。
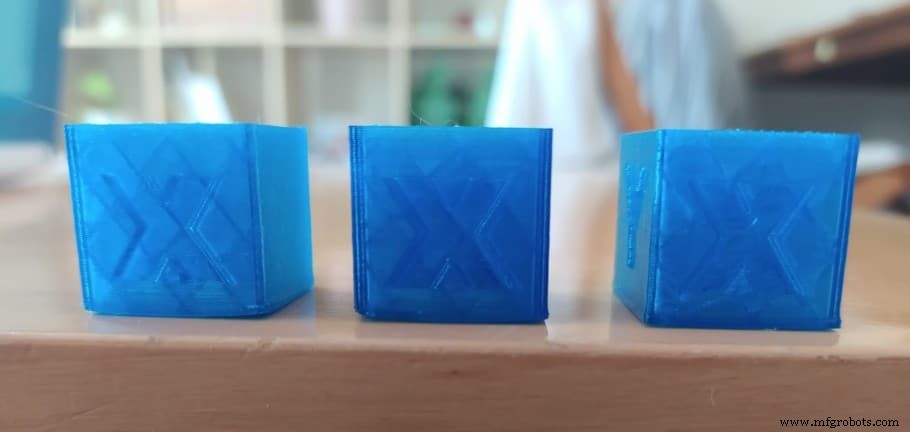
我在 230°C 和不同的床温(60°C、70°C 和 85°C)下打印了几个不同的 20mm 立方体,前两个立方体的底角翘曲(60 和 70°C),但在 85°C °C 粘合力足够强,几乎可以消除翘曲。
因此,从 60°C 开始,如果打印变形,则考虑将床温提高到 70°C,如果不起作用,请尝试 80°C 或 85°C。
Ender 3 的理想 PETG 床温:
- 为获得尽可能强的粘合力,请将床层设置为略高于 PETG 的玻璃化转变温度 (80°C)。 85°C 似乎产生最强的附着力。
构建表面

我在 Ender 3 上的 PETG 打印测试是使用 Creality 玻璃床进行的,即使像 20 毫米立方体这样的小物体有一点翘曲,它们也不会从构建板上分离,即使床的温度如何。
许多人建议使用 Kapton 胶带或蓝色油漆胶带,因为它们都可以让 PETG 更牢固地粘附。
然而,理想的解决方案似乎是 Ender 3 Pro 和 V2 附带的构建表面,而不是 Ender 3,它是 BuilTak 或磁性构建表面,因为它为 PETG 提供了极好的粘附表面,而且去除指纹也很简单。
重要提示 :一些网站说 PETG 可能会很好地粘在玻璃床上,以至于将其移除可能会导致玻璃破裂,甚至可能需要一些玻璃块。我完全没有这种经验,事实上,我对PETG的经验是粘合力不如PLA,TPU等其他材料那么强。
自己测试一下,看看有什么用。如果您发现难以去除打印件,请先让床冷却(即使将床放在冰箱中也可能有助于其收缩,这将使去除 PETG 更容易)。
为 PETG 使用裙子、边缘或筏板打印?
我写了整篇文章来解释什么是裙子、帽檐和木筏,你一定要看看,因为它们真的可以帮助提高床的附着力。
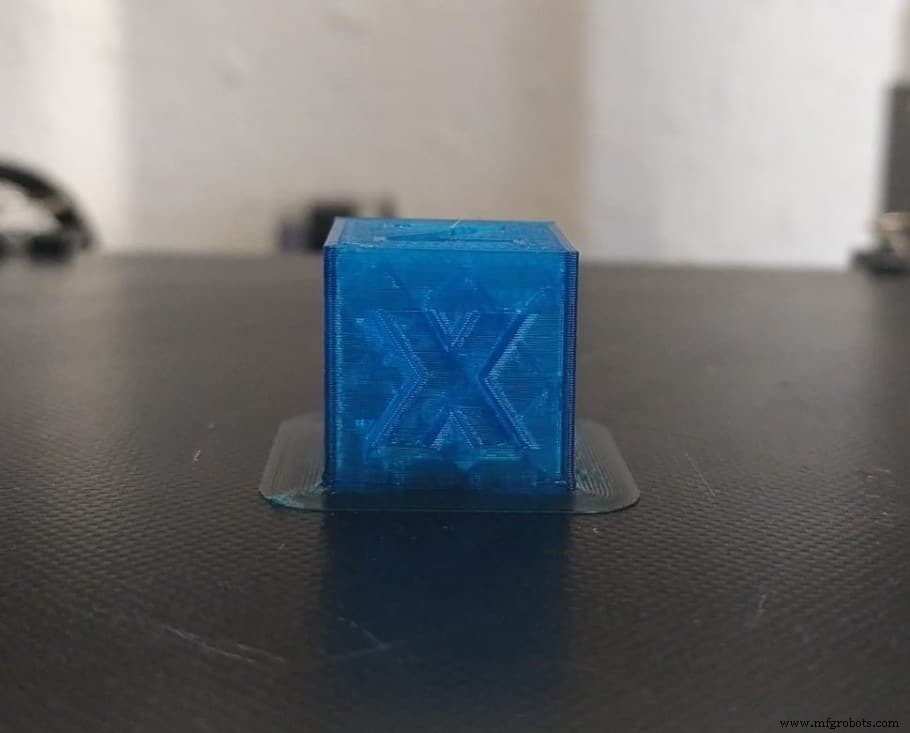
打印不同的测试立方体时,使用裙子打印时它们都翘曲了,所以我尝试在 60°C 的床上使用 Brim 打印另一个,它不仅翘曲,而且实际上与构建分离盘子 (我试了几次,结果都是一样的)。
我得到的绝对最佳结果是使用边缘打印并将床温设置为 85°C 因为这样可以让打印件始终粘在床上,而不会让它变形一点。
筏子会进一步增加床的附着力,但一定要阅读我刚刚链接的关于筏子、帽檐和裙子的文章,因为筏子会使用更多的材料并在模型上留下痕迹。
我一般建议使用裙子,如果您需要更好的附着力,请使用帽檐。
收回设置
回缩是指挤出机将细丝拉回以释放热端内部的一些压力以防止细丝渗出,这在试图避免拉丝时至关重要。现在,PETG 处于熔融状态时,比其他细丝更粘稠,如果您优先考虑避免拉丝,则需要启用适当的回缩设置。
但是,PETG 的打印方式与 PLA 非常相似,并且回缩设置通常相同或非常相似。
因此,如果您使用的是 Cura,在大多数情况下,默认的缩回设置应该可以正常工作。
Ender 3 的理想 PETG 回缩设置:
- 回缩距离:6.5 毫米。
- 回缩速度:25mm/s。
- 最大收回次数:10。
- 最小挤出距离窗口:10mm。
- 梳理模式:开启并设置为“填充内”(无穿线)。
如果您想了解有关 Ender 3 撤回的所有细节,请查看我们撰写的这篇文章!
打印速度
PETG 的打印速度并不需要比 PLA 慢,因此 Ender 3 的默认 Cura 设置应该可以正常工作(50 毫米/秒)。
如果您想提高打印质量,您当然可以尽可能地降低打印速度,但 30mm/s 到 50mm/s 之间似乎是最佳选择。
Ender 3 的理想 PETG 速度设置:
- 30 毫米/秒 - 50 毫米/秒。
打印冷却
就像我之前提到的,您想要获得良好粘附的第一层,为了实现这一点,应在打印前几层时关闭层风扇。
在此之后,风扇应处于 100% 以增加细节并减少拉线。
但是,如果细节不是优先事项并且更需要强度,则在整个打印过程中关闭图层进行打印。这将确保层之间更好的粘合,并增加层强度以及模型的整体强度。
Ender 3 的理想 PETG 速度设置:
- 关于细节,除了前几层外,层扇应为 100%,以确保良好的第一层附着力。
- 为了提高强度,请在关闭层扇的情况下打印整个模型。
您需要使用 PETG 打印的外壳吗?
使用 PETG 打印时不需要外壳,因为它是一种相当简单的材料,但它肯定有助于防止模型翘曲或从构建表面分离,因为它内部的温度保持相对温暖和一致。
现在,使用封闭式打印通常有助于避免一些问题,虽然这可能不是必需品,但使用封闭式打印机可以避免打印失败。
PETG 使用起来很简单,但绝对比 PLA 更容易翘曲,虽然不如 ABS,而且如果你生活在凉爽的气候中,那么你可能需要将它封闭起来以减少翘曲的风险。
使用 PETG 打印的理想 Ender 3 设置
使用 PETG 打印的设置与使用 PLA 打印的设置非常相似,因为它们是非常相似的材料。但是,有几个关键区别:
- 打印温度: 220-240°C(顶层在 220 时看起来更好)。
- 床温: 85°C 以获得最佳附着力。
- 初始层高度: 0.2 毫米以获得最佳的第一层附着力。
- 回缩距离: 6.5 毫米。
- 打印速度: 30 毫米/秒 - 50 毫米/秒。
- 风扇速度: 100% 注重细节,关闭力量。
如果您不想经历我们为找到在 Ender 3 上创建高质量打印的理想设置而进行的所有试验和错误,那么请务必查看我们自己专门定制的 Cura 配置文件适用于 Ender 3 打印机系列(只需 7 美元即可获得所有这些打印机)。
结论
我在使用 PETG 时遇到的主要问题是床层附着力,尤其是在尝试使用 60°C 的床层进行打印时,这通常是我在网上看到的推荐温度,因为打印件会翘曲甚至与构建板分离。
我决定将床温提高到 70°C,但没有任何实际变化。
由于 PETG 的玻璃化转变温度为 80°C,我决定尝试 85°C,这就像一个魅力(查看我之前链接的研究,其结论是略高于玻璃化转变温度会增加附着力),无论是在使用- 并且没有帽檐,但这可能是因为我使用的是玻璃床而不是 BuildTak 床,也许使用 BuilTak 床,您可以在 60°C 下舒适地打印。
因此,如果您在使用 PETG 时遇到床粘问题,请尝试提高床温!
除此之外,Ender 3 完全能够毫无问题地打印 PETG,并且打印出来的效果看起来很棒,尽管我不得不说 PLA 似乎在这台机器上打印得更好并且达到了更好的光洁度,但是 PETG 打印件还是完全可以接受的。
查看我们的推荐产品部分

我们创建了一个推荐产品部分,可以让您消除猜测并减少研究打印机、灯丝或升级所花费的时间,因为我们知道这可能是一项非常艰巨的任务,而且通常会导致很多混乱.
我们只选择了少数我们认为对初学者、中级甚至专家都有好处的 3D 打印机,使决策更容易,并且列出的灯丝和升级都经过了我们的测试和精心挑选,因此您知道您选择的任何一个都会按预期工作。
3D打印