

铰刀 |所有类型的铰刀 [图片]
什么是铰刀
A 铰刀 是一种旋转切削工具(圆柱形或圆锥形),用于将先前形成的孔扩大或精加工至精确尺寸。这些可以有实心或插入式刀片,可调节或不可调节,设计用于手动(手动铰刀)或机器使用(卡盘铰刀)。
铰刀是加工工具 用于扩大或修整一个洞 预先钻孔、钻孔或取芯以提供光洁度和准确的尺寸。
什么是铰孔?
扩孔 是对先前钻孔或钻孔的孔进行精加工和尺寸调整的操作。使用的工具称为铰刀,它具有多个切削刃。铰刀直接或通过钻夹头固定在尾座主轴上,并保持静止,同时以非常慢的速度进行工作,进给从每转 0.5 到 2 毫米不等。
铰刀命名法
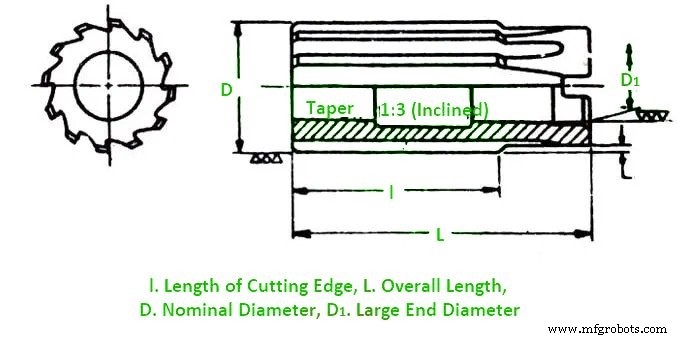
铰刀的命名法 如图(A)、(B)、(C)、(D)所示如下(D)。
铰刀的元素 描述如下:-
1。轴:- 它是纵向中心 r铰刀线。
2。支撑锥度 :- 每 100 mm 的直径减少量 铰刀从进入端到刀柄的长度。
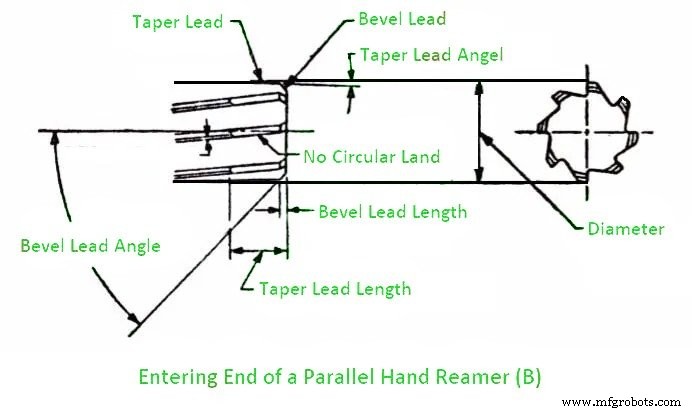
3。斜角引线 :- 入口端的角切削部分,便于铰刀进入孔内。这部分不提供圆形土地。
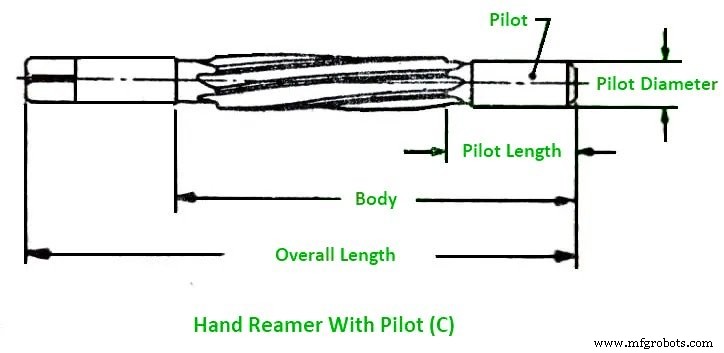
4。身体 :- 铰刀的从铰刀的入口端延伸到其柄部的部分。
5. 圆形土地 :-刃带前缘,与切削刃相邻的圆柱磨削面。
6。清仓
- 主要:- 为在切削刃后面提供间隙而移除的那部分土地。
- 次要:- 移除的那部分土地以在主要清理或圆形土地后面提供清理。
7. 尖端技术 :- 刀面与提供主要间隙的圆形刃带或表面相交形成的切削刃。
8。脸 :- 切屑从工件上切下来时撞击到的刃口旁边的凹槽表面区域。
9。长笛 :- 铰刀体上用于产生切削刃的凹槽,用于去除切屑,并允许流体到达切削刃。
10。鞋跟:- 留有二次游隙的面与排屑槽相交所产生的棱边。
11.土地 :- 留在凹槽、表面或包括在切削刃和跟部之间的表面之间的凹槽体部分。
12.飞行员:- 铰刀入口端的主体的圆柱形磨削部分,以保持铰刀对齐。
13.休息 :- 它是在切削刃、导向器或导向直径以下直径减小的主体部分。
14。刀柄 :- 铰刀的柄是铰刀的一部分,用来固定和驱动铰刀。
15。直径 :- 进口端铰刀的最大切削直径。
铰刀的类型
根据操作、用途和形状的不同,铰刀有多种分类。本说明书中详述的常用铰刀如下:-
- 手动铰刀
- 机桥铰刀
- 机用铰刀
- 带平行柄的平行手动铰刀
- 平行或锥柄内六角铰刀
- 锥形销手动或机用铰刀
- 外壳铰刀
- 扩展铰刀
- 带平行或锥柄的卡盘铰刀 a.) 带槽铰刀,b.) 玫瑰铰刀
- 组合铰刀
1。手动铰刀
手动铰刀 具有比机械铰刀更长的前锥度或导程。这样做是为了弥补仅用手力量开洞的困难。它还允许铰刀直线开始,降低了破损的风险。凹槽可以是直的也可以是螺旋的。
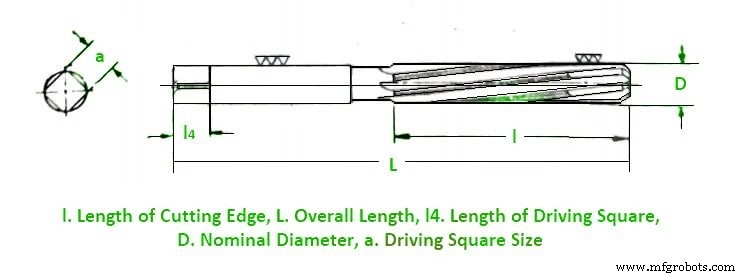
2。机桥铰刀
机桥铰刀是一种具有平行切削刃的铰刀,其导程与锥柄为一体,用于夹持和驱动铰刀。
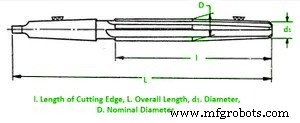
机桥铰刀 如图所示。
机桥铰刀用于便携式电动或气动工具,用于在造船、结构和板材加工中进行铰孔。
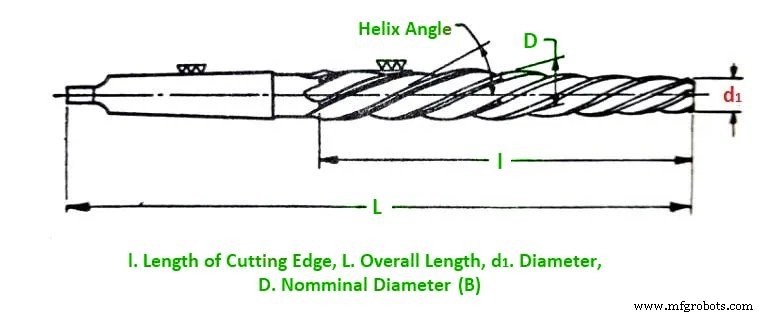
机桥铰刀的刃口可以是直的也可以是螺旋的。
该铰刀的直径从 6.4 毫米到 37 毫米不等。
3。机用夹具铰刀
机用铰刀 是一种铰刀,它具有射出的、几乎平行的切削刃,带有斜角导程,并且在刀柄和刀刃之间有导向,刀柄与用于夹持和驱动的锥形刀柄形成一体。如果这种铰刀是螺旋形的,那么凹槽。
主体的平面部分设计为适合夹具中的衬套并精确定位铰刀。铰刀的直径范围为 7 至 50 mm .图中描绘了河流。
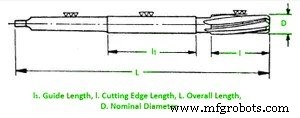
4。带平行柄的平行手动铰刀
这种铰刀由几乎平行的锥度切削刃和与切削刃标称直径的柄部一体的斜角导程组成,端侧有一个正方形
这种铰刀的刃口可以是直的,也可以是螺旋的。
手动铰刀有一个方形柄脚,设计为手动驱动以精确确定孔的尺寸。
铰刀旨在去除 0.05 至 0.125 毫米之间的最少金属量。为了便于启动,它向末端略微变细,距离等于其直径。
该图描绘了这种类型的铰刀。
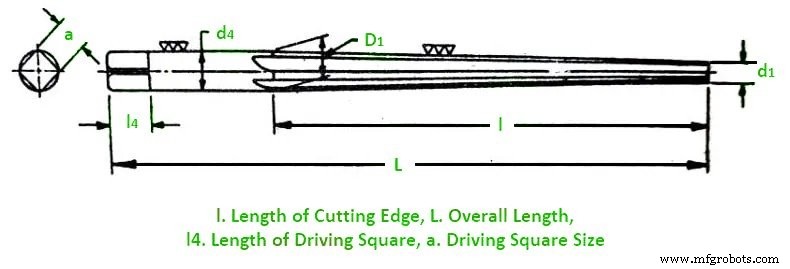
5。平行锥柄内六角铰刀
这个铰刀 可以有直柄或锥形柄,可以用手或机器驱动。铰刀具有锥形切削刃,与平行或锥形刀柄集成在一起,以适应 莫氏锥度 .这种铰刀的刃口可以是直的,也可以是螺旋的。
铰刀 提供三种尺寸:粗加工、预精加工和精加工。对于精加工,可以使用各种直径的铰刀。莫氏锥孔编号为 1 到 6。插图为套筒铰刀。
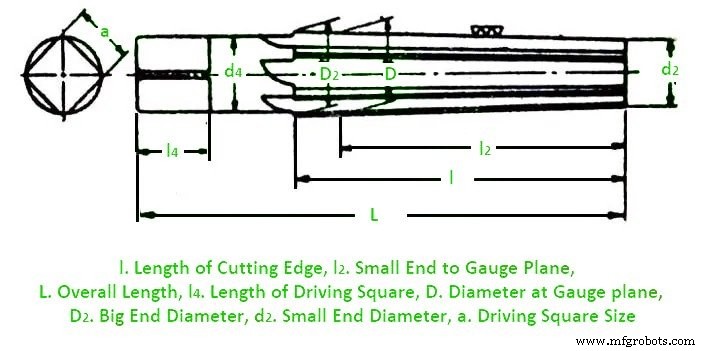
6.锥销铰刀
锥形销铰刀 是一种铰刀,用于在将锥形销插入工件时进行精加工、成形或增加孔的尺寸以实现近乎完美的配合。
该铰刀可以是手动或机器驱动的。该铰刀具有用于孔的锥形切削刃,以适应 50 度 I 锥度的销,具有平行或锥形柄来固定和驱动铰刀。
这种铰刀的刃口可以是直的,也可以是螺旋的。
7。外壳铰刀
壳铰刀 是多刃端切工具,用于将先前形成的孔扩大到精确的直径,并具有更光滑的光洁度。
壳铰刀示意图如下:
外壳铰刀 有一个用于心轴的轴向孔。壳铰刀具有虚拟平行切削刃和锐化斜角导程。这些铰刀用于精加工大孔,以节省刀具成本。
不同尺寸的外壳可以在一个心轴上互换。这在每种情况下都节省了实心刀柄的成本。外壳铰刀可以是 rose 卡盘式 用于修整孔或用于精加工的凹槽类型。
该铰刀的凹槽可以是直的或螺旋的。铰刀直径范围从24到100 mm。
8。扩孔器

扩展铰刀 是带有可调节凹槽的多刃端面切削工具,用于将先前形成的孔略微扩大到精确的直径,并具有更光滑的光洁度。
膨胀铰刀的构造方式使其可以通过非常小的量进行调整,以补偿磨损或适应孔尺寸的一些变化。为实现膨胀,松开锁紧螺母并将塞子 1 向内推,如图所示。叶片因此而略微膨胀。
9。带平行或锥柄的卡盘铰刀
(带槽)
卡盘铰刀,是通用切削工具 在高温下提供卓越的耐磨性和抗撕裂性。

注意 :- 卡盘铰刀也称为机械铰刀
卡盘铰刀,是最常见的铰刀类型。它用于车床、钻床和螺丝机,为孔提供光滑的光洁度。
这些铰刀具有短的几乎平行的切削刃,带有斜角导程和柄之间的长主体凹槽。切削刃与用于固定铰刀的平行或锥形刀柄形成一体。
该铰刀的刃口都是直的,但刀柄可能是直的或锥形的。
它以慢速行驶 整个切割沿着凹槽进行 .流体围绕铰刀主体的圆周不规则地间隔开。它有助于减少喋喋不休的倾向。
带槽铰刀用于铰孔更精确的铰孔。直柄卡盘铰刀的直径范围为 1-5 至 32 mm , 锥柄卡盘铰刀的直径范围为 5 至 32 mm .
卡盘铰刀(玫瑰)

玫瑰铰刀 不同于凹槽型。 槽型 , 切削刃全部为斜边 最后。
倒角 切削刃形成 45° 角度。带凹槽的主体设计成适合铰孔。
为防止在孔中弯曲,主体略微锥形,朝向柄部变小。这种类型的铰刀比带槽的铰刀可以去除更多的金属。该图描绘了一个卡盘玫瑰铰刀。
10.组合铰刀
一个铰刀 具有两个或更多切割面 被称为组合铰刀 .组合铰刀被精密研磨成类似于零件多个内径的图案。使用组合铰刀的优势在于它减少了转塔操作次数 同时更精确地保持深度、内径和同心度。组合铰刀通常用于螺丝机或二次加工车床,而不是 CNC 机床,因为可以轻松生成 G 代码来绘制内径轮廓。
铰刀的应用
铰刀的一些应用如下:-
- 铰刀是金属加工中常用的一种旋转切削刀具。
- 铰刀是一种用于扩大或修整预钻孔、钻孔或取芯孔以实现良好的光洁度和精确尺寸的工具。
- 铰刀设计用于钻床或转塔车床。
- 螺丝切割机也使用铰刀。
铰刀切削旋转
铰刀根据旋转方向命名 如下
左手切削铰刀:
一种铰刀,从其进入端看,在顺时针方向旋转的同时进行切削。
右手切削铰刀:-
从进入端看,是逆时针旋转切削的铰刀。
铰刀角度
河流的角度 下面给出
斜角导程角 :- 象鼻刀头刃口与铰刀轴所成的夹角。
后角 :- 主要或次要间隙与切削刃边缘处铰刀周边的切线所形成的角度。
螺旋角 :- 切削刃与铰刀轴线的夹角。
前角 :- 刀面与刀刃径向线形成的径向平面内的角度。
- 如果面与径向线重合,则角度为零,称为径向面。
- 如果由面和径向线形成的角度相对于前角中的电流方向落后于径向线,并且在底切中防御
- 如果面与径向线形成的角度相对于切削方向落在径向线的前面,则前角为负,该面称为过切
锥形导程角 :- 锥度导程切削刃与铰刀轴线所成的角度。
工业技术