

什么是热处理工艺——类型、方法、优势

在本文中,我们将了解什么是 热处理工艺 以及各种不同的热处理工艺 详细地。
什么是热处理工艺?
热处理 “固态”是指为了获得所需性能而对固态金属或合金进行加热和冷却的组合。性能的变化是由热处理操作产生的材料的微观结构变化引起的。
热处理是加热和冷却金属的过程,使用特定的预定方法来获得所需的性能。黑色金属和有色金属在使用前都要经过热处理。随着时间的推移,已经开发了许多不同的方法。即使在今天,冶金学家仍在不断努力提高这些工艺的结果和成本效益。
为此,他们制定了新的时间表或周期来生产各种等级。每个时间表都涉及不同的加热、保持和冷却金属的速率。这些方法,如果仔细遵循,可以生产出具有显着特殊物理和化学性质的不同标准的金属。
热处理基础
虽然钢铁构成了绝大多数热处理材料,但铝、铜、镁、镍和钛的合金也可以进行热处理。
热处理工艺需要三个基本步骤。或者我们可以说热处理阶段是:
- 加热到指定温度
- 在该温度下保持适当的时间
- 按照规定的方法进行冷却
温度范围可能高达 2400°F 温度下的时间可能从几秒到 60 小时或更长不等 .
在熔炉中,一些材料缓慢冷却,而另一些则必须淬火 . -120°F 处理 某些低温工艺需要或更低 .水、盐水、油、聚合物溶液、熔盐、熔融金属和气体是淬火介质的一些示例。每个都有自己的一组特性,使其成为特定任务的理想选择。另一方面,90% 的零件在水、油、气或聚合物中淬火。
A. 加热阶段
在加热阶段,主要目标是确保金属均匀加热。缓慢加热确保加热均匀。如果不均匀地加热金属,一个部分可能会比另一个部分膨胀得更快,从而导致金属部分变形或破裂。您根据以下因素选择升温速率:
1. 金属的导热性: 导热率高的金属比导热率低的金属加热得更快。
2. 金属的状况: 先前经过硬化或应力处理的工具和零件的加热速度应该比没有经过硬化或应力处理的工具和零件慢。
3。金属的尺寸和横截面: 为了使内部温度接近表面温度,较大的零件或横截面不均匀的零件必须比小零件加热更慢。否则,您有开裂或过度翘曲的风险。
B. 浸泡阶段
浸泡阶段的目的是将金属保持在适当的温度,直到所需的内部结构形成。 “浸泡期 ”是指金属在适当温度下保持多长时间。您将需要金属的化学分析和质量来确定正确的时间长度。不均匀断面的浸泡时间可以用最大断面来确定。
通常,您不应一步将金属的温度从室温提高到浸泡温度。相反,将金属缓慢加热到略低于结构将发生变化的温度,然后将其保持在那里,直到整个金属的温度保持一致。之后“预热 ”步骤,您可以快速将温度加热到您需要的最终温度。为防止翘曲,设计更复杂的零件可能需要多层预热。
C. 冷却阶段
在冷却阶段,您需要将金属恢复到室温,但根据金属的类型,有不同的方法可以做到这一点。它可能需要冷却介质,例如气体、液体、固体或这些的组合。冷却速度由用于冷却的金属和介质决定。因此,您选择的冷却选项会对金属的所需性能产生重大影响。
淬火 是金属在空气、油、水、盐水或其他介质中的快速冷却。大多数硬化的金属在淬火时会迅速冷却,因此淬火通常与硬化有关;然而,淬火或其他快速冷却并不总是导致硬化。例如,铜使用水淬进行退火,而其他金属则使用慢冷进行硬化。
热处理目的
但是,它们用于以下一个或多个目的:
- 提高可加工性
- 缓解内部压力。
- 提高延展性、强度、硬度、韧性等力学性能。
- 更改粒度。
- 提高耐热性和耐腐蚀性。
- 修改电和磁特性。
- 改变化学成分。
- 去除气体
热处理的优点
热处理后的材料为:
- 更耐用的产品。
- 钢变得更坚固、更坚固。
- 更容易焊接。
- 变得更加灵活。
- 增加其耐磨性。
- 增加零件的整体寿命。
出于各种原因进行热处理。一些程序软化金属,而其他程序硬化它。它们还可能对这些材料的导电性和导热性产生影响。
一些热处理方法可以减轻先前冷加工过程造成的应力。其他人为金属添加了理想的化学性质。选择最佳方法最终取决于金属的类型和所需的性能。
在某些情况下,金属零件可能会经过多次热处理程序。例如,用于飞机制造行业的一些超级合金可能会经过多达六个不同的热处理步骤,以针对应用进行优化。
热处理工艺的种类
上述热处理目的可通过以下一种或多种热处理工艺实现:
1。 退火
2。 归一化
3. 硬化
4. 回火
5. 表面硬化:
a.) 渗碳
b.) 氰化
c.) 氮化处理
6. 表面硬化
a.) 感应淬火
b.) 火焰硬化
7. 扩散涂层
1。退火
退火 是钢材热处理中应用最为广泛的重要工序之一。
退火是冶金和材料科学中的一种热处理,它改变材料的物理和化学性质,以增加其延展性并降低其硬度,使其更易于加工。它需要将材料加热到其再结晶温度以上,在该温度下保持适当的时间,然后冷却。
退火的目的 就是获得以下一种或多种效果:
- 软化钢材。
- 提高可加工性。
- 增加或恢复延展性和韧性。
- 缓解内部压力。
- 减少或消除结构上的不均匀性。
- 细化粒度
- 准备钢材以进行后续热处理。
2。规范化
标准化 是一种热处理工艺,用于使金属在热或机械硬化后更具延展性和韧性。正火是将材料加热到高温,然后在加热后将其暴露在室温空气中,使其冷却回室温的过程。这种加热和缓慢冷却会改变金属的微观结构,降低其硬度并增加其延展性。
当钢冷结构变形时,金属可能变脆且不可靠。热加工锻件的内部结构也可能由于在非常低的温度下加工而变形。还可以看出,可变的精加工温度将导致相同碳含量的锻件的结构可变。同样,如果铸件以某种不确定的温度浇注,并在不同部分以不同的速度冷却,则它可能不可靠。因此,规范化特别适用于以下情况
规范化的目的 就是获得以下一种或多种效果:
- 消除粗粒度结构。
- 消除可能因工作而产生的内应力
- 提高钢材的机械性能
除上述所有用途外,还可在一定程度上提高中碳钢的强度(与退火钢相比),改善低碳钢的切削加工性,改善焊缝组织等。
3。硬化
硬化的操作 适用于所有工具和一些用于特别重型服务的重要机器零件以及所有由合金钢制成的机器零件。
淬火后回火的目的是:
1。 开发高硬度以抵抗磨损并使其能够切割其他金属。
2. 提高强度、弹性、延展性和韧性。
该过程包括:
1. 将钢加热到临界点以上的温度。
2. 在此温度下保持相当长的时间。
3. 在水、油或熔盐浴中淬火(快速变化)。
4.回火
回火 , 在冶金学中,通过将金属加热到低于熔点的高温,然后通常在空气中冷却来改善金属,特别是钢的性能的过程。该工艺通过降低脆性和内应力来增韧。
当一块钢从淬火介质中取出时,如前所述,它坚硬、易碎,除了其他不利特性外,还会具有严重的不均匀分布的内应力。一般而言,回火可恢复延展性并降低硬度并导致硬度有所降低。因此,回火的主要对象如下:
- 稳定金属的结构。
- 减少先前加热过程中产生的内应力。
- 降低硬化过程中产生的部分硬度并增加金属的延展性。
- 赋予金属八种结构条件,兼具韧性和抗冲击性。
回火处理要求:
- 将硬化后的钢重新加热到Ac1点以下(图6.6中的psk线
- 持有相当长的时间。
- 缓慢冷却。钢的温度在截面的每一毫米应保持不少于 4 到 5 分钟为宜。
5。表面硬化
A.渗碳
已知最古老的在钢上产生硬表面的方法是表面硬化 或渗碳 .用于此目的的钢通常是碳含量约为 0.15% 的低碳钢,对热处理没有明显反应。在此过程中,外层被转化为碳含量在 0.9% 到 1.2% 之间的高碳钢。如果经过适当的热处理,它的外部将具有极硬的表面和柔软的延展芯。
B.氰化
氰化 是将钢浸入温度保持在 800°C 至 900°C 的含有氰化物的熔融盐浴中,然后在水或油中淬火,从而在低碳或中碳 а 钢上产生硬表面的工艺。这种处理产生的硬度是由于表层中存在氮化合物和碳化合物。
C.氮化
氮化 氮化是一种仅在合金钢上产生硬表面层的工艺,渗氮主要包括在 500°C 至 650°C 的温度下将钢在氨气气氛中加热,无需进一步热处理。氨被解离,新生的氮与钢中的元素结合形成氮化物。这些氮化物使表面具有极高的硬度。在 50 小时内通常会产生 0.2 至 0.4 毫米深度的硬质表面层。
氮化是成型和热处理工艺后的最后一道工序。因此锻造后的操作顺序为:(a) 850°C 至 900°C 油硬化,(b) 在 600°C 至 650°C 回火,(c) 粗加工,(d) 在 525°C 至 550°C 稳定(以消除内部应力),(e) 最终加工,最终, (f) 氮化。
氮化用于许多汽车、飞机和柴油发动机的易损件,以及许多杂项零件,例如泵轴、仪表、拉丝模、齿轮、离合器和心轴。它的使用受限于治疗所需的费用和获得的相对较薄的病例。
6.表面硬化
A.感应淬火
感应 对于曲轴、凸轮轴、车轴和类似磨损表面的轴承区域所需的许多表面硬化操作,加热已证明是令人满意的。它与普通表面硬化实践的不同之处在于表面钢的分析没有改变,硬化是通过磨损表面的极快速加热和淬火完成的,对内芯没有影响。高频淬火获得的硬度与常规处理相同,取决于碳含量。
B.火焰硬化
用氧乙炔炬的火焰加热钢来硬化钢的过程称为火焰硬化 与感应淬火工艺一样,它基于水对表面的快速加热和淬火。火焰被引导到所需的部分,而不会有效地加热剩余的工作来影响它。有利于其应用的优点如下:
- 因为它加热迅速,所以火焰加热很方便,只需要有限深度的硬度,其余部分保持其原有的韧性和延展性。
- 火焰加热可以使因太大或太不方便而无法放入熔炉中的工件的一部分或全部硬化成为可能且切实可行。
- 使用火焰加热所需的时间少于使用熔炉加热的时间
7.扩散涂层
扩散涂层 , 或 金属胶结 ,是用铝、铬、硅、硼、铍等元素在钢表面浸渍的过程。
扩散涂层是通过加热和保持钢部件与上述元素之一直接接触来完成的,这些元素可以是固态、液态或气态。这一过程赋予钢许多有价值的特性,其中包括高耐热性、耐腐蚀性和耐磨性。在许多情况下,经过扩散涂层处理的钢可以作为高合金钢的替代品。
相量图
每种金属合金都有自己的相图。如前所述,热处理是根据这些图进行的。它们描绘了在不同温度和化学成分下发生的结构变化。
让我们以铁碳相图为例,因为它是大学里最著名和最广泛教授的。
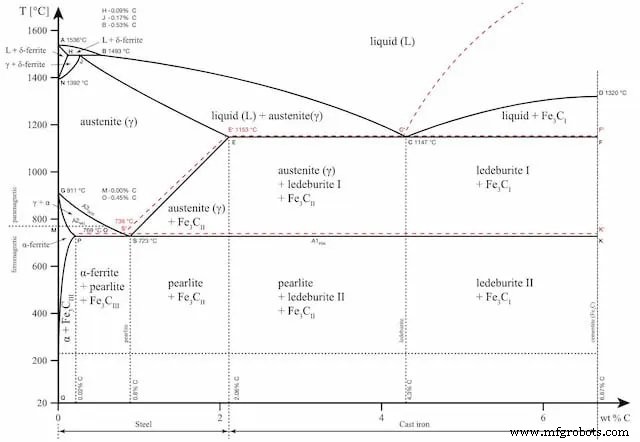
铁碳相图是了解各种碳钢热处理行为的有用工具。 x 轴代表合金的碳含量,而 y 轴代表温度。
请注意,钢变成铸铁的极限是 2.14% 的碳。
该图描绘了金属可以以各种微观状态发现的各个区域,例如奥氏体、渗碳体和珠光体。这些区域由边界 A1、A2、A3 和 Acm 表示。当温度或碳含量值通过这些界面时,就会发生相变。
- A1:渗碳体/铁素体相的上限。
- A2:铁失去磁性的极限。金属失去磁性的温度也称为居里温度。
- A3:将奥氏体 + 铁素体相与 γ(伽马)奥氏体相分离的界面。
- Acm:将 γ 奥氏体与奥氏体 + 渗碳体区分开的界面。
相图是确定热处理是否有益的重要工具。每种结构对最终产品的质量都有不同的贡献,并相应地选择热处理。
热处理工艺步骤
简单来说,热处理是加热金属,将其保持在该温度,然后将其冷却回来的过程。在此过程中,金属零件的机械性能会发生变化。这是因为高温会改变金属的微观结构。微观结构对材料的力学性能起着重要作用。
最终结果取决于许多不同的因素。这些包括加热时间、将金属零件保持在一定温度下的时间、冷却速度、周围条件等。这些参数取决于热处理方法、金属类型和零件尺寸。
在这个过程中,金属的特性会发生变化。这些性能包括电阻、磁性、硬度、韧性、延展性、脆性和耐腐蚀性。
加热
- 金属零件放入炉内
- 喷气发动机零件进入熔炉
- 正如我们已经讨论过的,合金的微观结构会在热处理过程中发生变化。加热按照规定的温度曲线进行
- 合金在加热时可能以三种不同状态之一存在。它可以是机械混合物、固溶体或两者的组合。
- 机械混合物类似于混凝土混合物,其中水泥将沙子和砾石粘合在一起。沙子和砾石仍然作为单独的颗粒可见。对于金属合金,机械混合物由贱金属保持在一起。
- 另一方面,在固溶体中,所有成分均均匀混合。这意味着即使在显微镜下也无法单独识别它们。
- 每个州都有不同的品质。可以根据相图通过加热来改变状态。然而,冷却决定了最终结果。合金有可能最终处于三种状态之一,这仅取决于方法。
持有
- 在保持或浸泡阶段 ,金属保持在达到的温度。持续时间取决于要求。
- 例如,表面硬化只需改变金属表面的结构即可提高表面硬度。同时,其他方法需要统一的属性。在这种情况下,持有期会更长。
- 浸泡时间还取决于材料类型和零件尺寸。当目标是一致的属性时,较大的零件需要更多的时间。只是大部分零件的核心需要更长的时间才能达到所需的温度。
冷却
- 均热阶段完成后,必须以规定的方式冷却金属。在这个阶段,也会发生结构性变化。冷却时的固溶体可能保持不变,完全或部分变成机械混合物,具体取决于各种因素。
- 不同的介质(例如盐水、水、油或强制空气)控制冷却速度。上述冷却介质的顺序是按有效冷却速率递减的顺序排列的。盐水吸收热量最快,而空气最慢。
- 也可以在冷却过程中使用熔炉。当需要缓慢冷却时,受控环境可实现高精度。
哪些金属适合热处理?
虽然黑色金属占热处理材料的大部分,但铜、镁、铝、镍、黄铜和钛合金也可以进行热处理。
大约 80% 的热处理金属是不同等级的钢。铸铁、不锈钢和各种牌号的工具钢都是可以热处理的黑色金属。
黑色金属通常经过淬火、退火、正火、去应力、表面硬化、渗氮和回火等工艺处理。
铜及铜合金采用退火、时效、淬火等热处理方法。
铝适用于退火、固溶热处理、自然和人工时效等热处理方法。铝热处理是一个精密的过程。必须确定过程的范围,并且在每个阶段都必须仔细控制,以确保达到预期的特性。
显然,并非所有材料都适合各种类型的热处理。同样,单一材料可能不会从所有方法中受益。因此,应分别研究每种材料以达到预期的结果。出发点是使用相图和有关上述方法效果的可用信息。
钢的热处理
钢热处理是对金属进行加热和冷却,以改变其物理和机械性能,而不会使它们改变形状。热处理是一种强化材料的方法,但也可用于改变成形性、机械加工等力学性能。
最常见的应用是冶金,但金属热处理也可用于生产玻璃、铝、钢和各种其他材料。
我们试图涵盖热处理的所有方面,从什么是热处理工艺开始,然后是热处理工艺的类型,包括退火、表面硬化、回火、正火等方法。我们还讨论了热处理工艺的优缺点。
如果您喜欢这篇文章,请与您的朋友分享。
工业技术