

22种车床操作[完整指南]
在本文中,您将了解在车床上执行的不同类型的车床操作。
车床操作
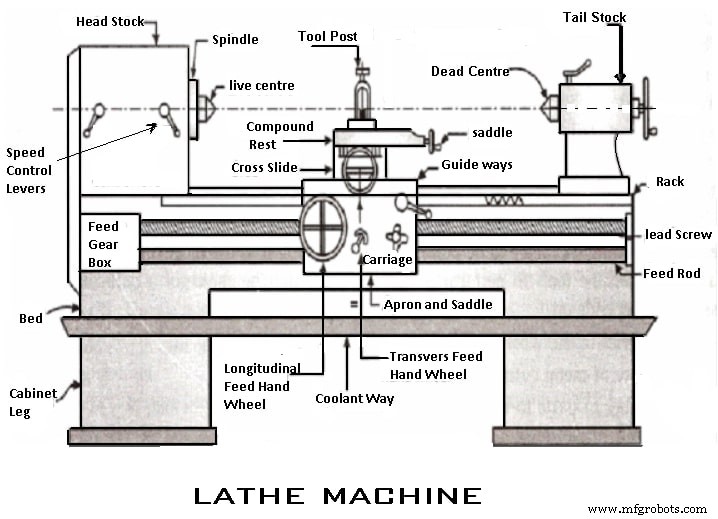
车床是一种使工件绕轴旋转以进行车削、端面、锥面车削、滚花、切槽、切断、螺纹切削、铰孔等不同操作的机床。
下面我们来一一讨论所有车床的操作。
在一台车床上进行不同的车床操作,工件可以通过以下任何一种方式支撑和驱动:
- 工件夹在中心和工具之间,由托架和挡板驱动。
- 工件固定在心轴上,该心轴支撑在中心之间并由托架和挡板驱动。
- 由夹头夹持和驱动,另一端支撑在尾座中心。
- 由卡盘、面板或角板固定和驱动。
上述持有作品的方法可分为两大类:
- 工件夹在中心之间。
- 由卡盘或任何其他夹具固定的工件。
车床操作类型
车床操作 主要分为三大类,如下所示。
以下是车床操作 通过在中心之间或通过卡盘夹持工件来完成:
- 车削操作
- 平车或直车
- 粗车削
- 转肩
- 锥度车削
- 偏心车削
- 面对操作
- 倒角操作
- 滚花操作
- 剪线操作
- 备案操作
- 打磨操作
- 开槽操作
- 旋转操作
- 弹簧上弦
- 成型
车床操作 用卡盘或面板或角板夹持工件的方法有:
- 钻孔
- 扩孔
- 无聊
- 无聊
- 锥孔
- 敲击
- 底切
- 内螺纹切削
- 分道扬镳
执行的操作 使用特殊附件的有:
- 研磨
- 铣削
另请阅读车床:
- 车床:零件、类型、附件、附件
- 7 种车床夹头 [图片]
- 切削速度、进给量、切削深度、车床加工时间
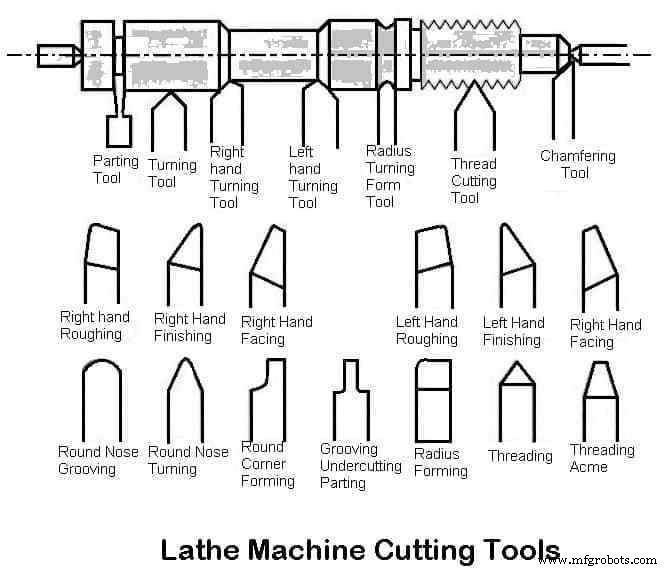
- 14 种不同类型的车床刀具
1.通过在中心之间夹持工件完成的操作
车削:
它是所有车床操作中最常见的操作类型。车削是从工件上去除多余材料以产生所需长度的圆柱表面的操作。
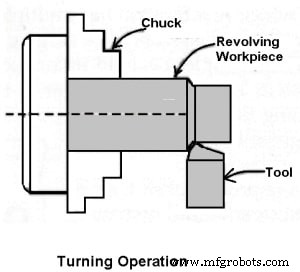
保持在中心或卡盘之间并以所需速度旋转的工作。刀具沿纵向移动,以适当的切削深度向主轴箱进给。表面光洁度非常好。
1.直线转弯:
工件固定在卡盘上,使其绕轴线旋转,刀具平行于车床轴线进给。直线车削通过去除工件上多余的金属来产生圆柱表面。
2。粗车:
它是通过应用高速进给和大切削深度在最短的时间内从工件上去除多余材料的过程。粗车时平均切深2mm~4mm,工件每转进给0.3~1.5mm。
3.转肩:
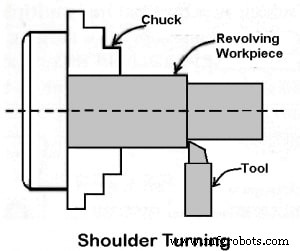
当一个工件有不同的直径要车削时,从一个直径到另一个直径的表面形成步骤称为台肩,加工这部分工件称为台肩车削。
偏心车削:
当圆柱表面有两个独立的旋转轴,第一轴偏移到另一轴时,这样的工件通过称为偏心车削的操作进行加工。这里钻了三组中心孔。
通过将工件固定在这三个中心,可以完成每个表面的加工操作。
锥度车削:
- “锥度”是工件直径的均匀增减,随其长度一起测量。
- 锥度车削是指从圆柱形工件通过逐渐减小直径来产生圆锥形状。
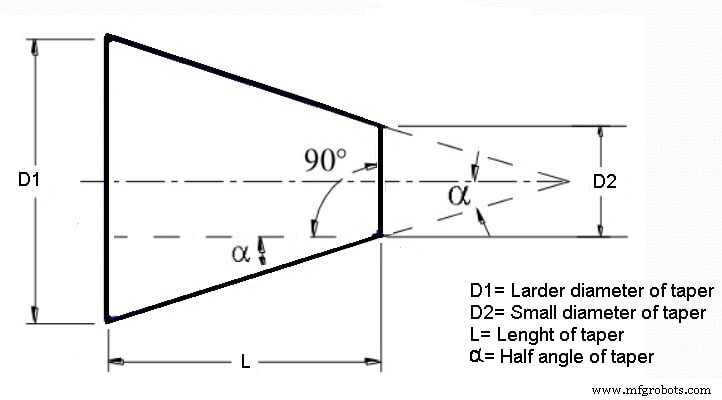
工件中的锥度量通常根据锥度的直径与其长度的差异来指定。它被称为圆锥体,用字母 K 表示。
在工件上产生锥度的公式为K =D-d / 1。
- D =更大的锥体直径。
- d =小直径锥度。
在车床的情况下,给定工件上的锥度是通过调整工件并以一定角度进给刀具来产生工件直径逐渐增加或减小的。
- 两种重要的锥度类型是,
- 这里是“更多锥度”,角度很小,从1.4到1.5°不等。
- “公制锥度”有七种标准尺寸和标准锥角。
- 锥度车削方法,
- 表格工具方法
- 组合提要方法
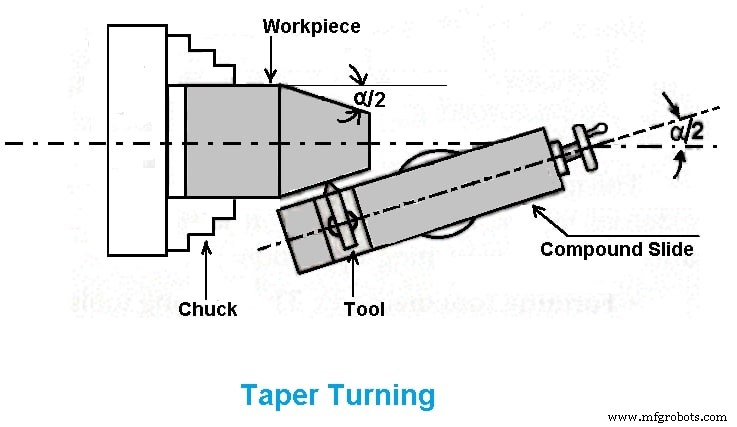
- 复合支座法或旋转复合支座法
- 尾座套接法
- 锥度车削连接方式
1.表单工具方法
此处获得的锥度长度等于成型工具的宽度。为获得所需的锥度尺寸,通过操作垂直于车床轴线的十字滑块将成形刀具缓慢地直接送入工件。
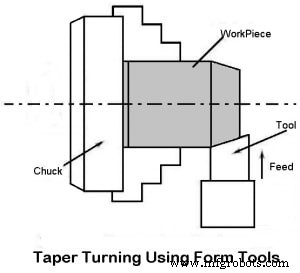
这是最简单的锥度车削方法。受限于获得较小的锥度长度,例如对工件的侧面进行倒角。该方法以更快的速度完成。
2。组合饲料法
组合进给是在工件移动的同时刀具在纵向和横向上的移动。

我们将要获得的锥度等于纵向和横向进给量的结果。改变两个方向的进给速率可以改变方向和锥角。
3.复合支座转体法
在这里,工件旋转,刀具通过旋转的复合支架以一定角度进给。复合休止符的底部以度为单位。
锥角是复合刀架旋转的角度,计算公式为tanα =D-d / 21,其中,D=大直径,d =小直径,l =工件长度。
复合支架可以旋转到所需的角度 α。一旦复合休止符设置为
4.锥度车削附件方法
- 此方法类似于复合休息法。
- 在这里工作或工件旋转,刀具以锥角 α 进给。
- 在这种布置中,导向块以度为单位,借助此导向块可以要求与车床轴线的锥角。
- 锥角的计算类似于
复合 休息法使用公式:tanα =D-d / 21。
锥度车削附件的优点:
- 内锥度可准确获取。
- 大尺寸锥度很容易获得。
- 设置好附件后,锥度车削操作可以以更快的速度进行。
- 通过将锥角设置为“零”,我们可以进行普通车削。
锥度车削附件的缺点:
- 它需要额外的安装设施。
- 安装和拆卸附件需要更多时间。
- 附件必须承受很大的力量。
尾座设置方法:
在这里,工件上的工件以所需的锥角倾斜。刀具平行于轴进给。
借助设置在螺钉上的尾座移动尾座,将工件或作业倾斜到所需的锥角。这种方法对小锥度很有用。
面对 :
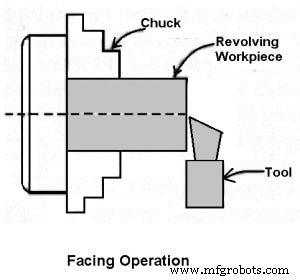
它是一种通过进给车床轴线的垂线来减少工件长度的操作。这种操作减少了工件端部的平面。此操作可使用普通车刀或端面刀。刀具的切削刃应设置在与工件中心相同的高度。
- 面对由2个操作组成
- 粗加工:此处切深为 1.3mm
- 精加工:这里的切深为 0.2-0.1mm。
倒角操作:
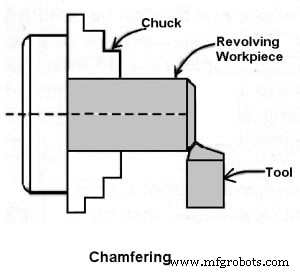
它是在圆柱形工件的边缘获得斜面的操作。此操作在螺栓端和轴端的情况下进行。倒角有助于避免损坏锋利的边缘并保护操作在其他操作期间受到伤害。螺栓倒角有助于轻松拧紧螺母。
滚花操作:
这是一种在工件上获得菱形形状以用于夹持目的的操作。这样做是为了在用手操作时提供更好的抓握表面。它是使用滚花工具完成的。该工具由一组硬化钢辊组成,刚性固定在刀架上。
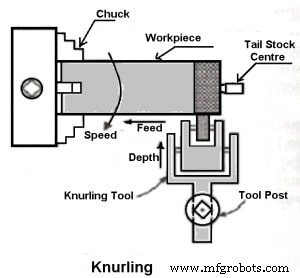
滚花以车床可用的最低速度完成。它是在手柄上完成的,也在量规末端的情况下完成。进给从每转 1 到 2 毫米不等。可能需要进行两到三次切割才能给人留下完整的印象。
剪线:
获得连续的“螺旋槽”或“螺纹”是车床的重要工序。
在工件外表面形成螺纹或螺旋槽时称为外螺纹切削。在工件内表面形成螺纹或螺旋槽时称为内螺纹切削。工件在车床的两个中心即活中心和死点之间旋转。
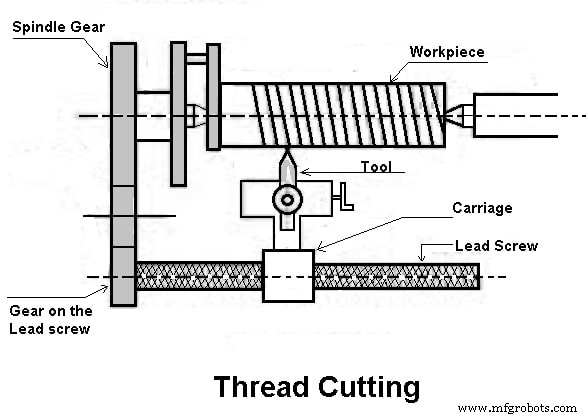
在这里,工具纵向移动以获得所需的螺纹类型。当工具从右向左移动时,我们得到左螺纹。同样,当工具从左向右移动时,我们得到右手螺纹。
此处滑架的运动由丝杠提供。一对变速齿轮驱动丝杠,通过旋转手柄可以控制切削深度。
填充:
是车削后进行的精加工工序。这是在车床上完成的,以去除工件上的毛刺、尖角和进给痕迹,并通过去除非常少量的金属使其达到尺寸。
该操作包括在高速旋转的工件上传递一个扁平的单刀锉。速度通常是转弯的两倍。
抛光:
此操作是在修整后进行,以提高工件的表面质量。归档后用更细等级的砂布进行抛光,得到非常光滑、光亮的表面。车床以每分钟1500~1800m的高速运转,砂布上涂油。
开槽:
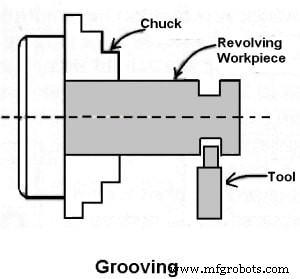
这是在非常窄的表面上减小工件直径的过程。它是由凹槽工具完成的。切槽工具类似于切断工具。它通常在螺纹的末端或靠近肩部进行以留出小余量。
纺纱:
这是通过高速旋转工件并将其压在主轴箱主轴上来形成薄金属板的过程。尾座端也给予支撑。
弹簧上链:
弹簧缠绕是通过将线绕在心轴上来制造螺旋弹簧的过程,心轴在卡盘上或中心之间旋转。钢筋上开有一个小孔,由刀架支撑,钢丝可以穿过。
成型:
这是车削凸面、凹面或任何不规则形状的过程。可以通过以下方法实现转形:
- 使用成型工具。
- 结合横向和纵向进给。
- 跟踪或复制模板。
成型工具不应该去除大部分材料,主要用于精加工成型表面。一般采用直线型和圆形两种成型工具。直线型用于较宽的表面,圆形用于较窄的表面。
2。由夹头握住工作完成的操作
通过卡盘或面板或角板夹持工件进行的车床操作是:
钻孔:
钻孔是在工件上产生圆柱孔的操作。它是由一个旋转工具完成的,即刀具的旋转侧,称为钻头。在此操作中,工件在夹头或面板中旋转,钻头固定在尾座钻架或钻夹头中。
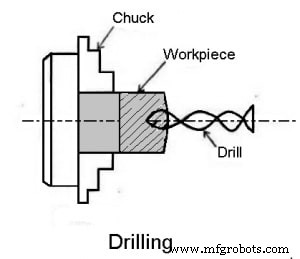
采用的进给量受尾架主轴运动的影响。该方法适用于规则形状工件的钻孔。
扩孔:
铰孔是对已经钻孔或钻孔的孔进行精加工和调整尺寸的操作。使用的刀具称为铰刀,具有多片刃口。
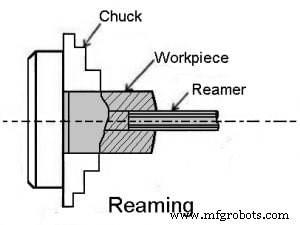
铰刀直接或通过钻夹头固定在尾座主轴上,并在工件以非常低的速度旋转时保持静止。
无聊:
镗孔是对已经钻好、冲孔或锻造的孔进行扩大的操作。它不能产生孔。镗孔类似于外圆车削操作,可以在车床上进行。在此操作中,工件在卡盘或面板中旋转,安装在刀架上的刀具被送入工件。
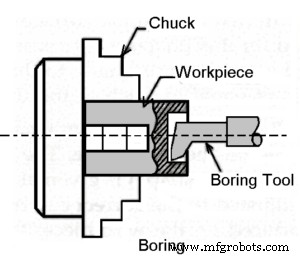
它由一个具有扩大孔的单点切削刀具的镗杆组成。它还可以纠正孔的圆度。这种方法只适用于小型工件的钻孔。这个过程的速度很慢。
扩孔:
沉孔是将孔的末端扩大一定距离的操作。它类似于外圆车削中的肩部工作。
该操作类似于钻孔和普通钻孔工具,或者可以使用沉孔。该工具被称为沉孔。速度略低于钻孔。
锥形镗孔:
锥孔车削的原理与外锥度车削操作类似,是通过在卡盘或花盘上旋转工件来完成的。进给工具与工件的旋转轴线成一定角度。
将镗刀安装在刀架上,通过将复合滑块旋转到所需角度,通过手动进给加工出短锥孔。
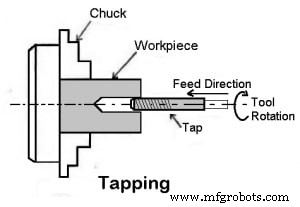
敲击:
攻丝是使用称为丝锥的多点切削工具切削小直径内螺纹的操作。在车床中,工件安装在卡盘或面板上,并以非常慢的速度旋转。在尾架主轴上安装了一个特殊夹具上的所需尺寸的丝锥。
底切:
在孔内执行底切类似于切槽操作。它是在距孔末端固定距离处钻出凹槽或大孔的过程。
这和无聊的操作类似,只不过是一个方鼻
3.使用特殊附件完成车床操作
使用特殊附件进行车床操作:
铣削:
铣削是通过向具有多个切削刃的旋转刀具进给工件来去除金属的操作。
对于切削键槽或凹槽,工件由一个特殊的附件支撑在横向滑块上,并靠着一个由卡盘固定的旋转铣刀进给。切削深度由附件提供的工件的垂直调整给定。
切削深度由附件提供的工作的垂直调整给出。进给运动由小车提供,刀具的垂直运动由附件提供。
研磨:
磨削是通过将工件靠在称为砂轮的旋转砂轮上进给以去除微小切屑形式的金属的操作。
工件的内表面和外表面都可以通过使用安装在十字滑块上的特殊附件进行磨削。对于磨削外表面,工件可以在中心之间或在卡盘上旋转。对于内圆磨削,工件必须在卡盘或花盘上旋转。
进给由滑架完成,切割深度由横向滑块提供。磨削是在车床上进行的,用于完成工作、磨刀或在工件硬化后对其进行尺寸调整。
结论:
正如我们所讨论的,车床在制造业中有着广泛的应用。在车床上进行任何操作都比其他机器容易得多,学习这台机器也同样容易。
就是这样,感谢阅读。如果您喜欢我们关于“车床操作的文章 ” 那么请与您的朋友分享。如果您对此主题有任何疑问,请在评论中提问。
订阅时事通讯以通过电子邮件获取最新更新。
工业技术