

电子外壳设计 101 – 钣金设计指南

许多 Protocase 用户都是其工程领域的专家或科学,但不一定受过金属制造或设计方面的特定培训。在最好的情况下,创建反映您的要求和意图的最佳外壳设计可能具有挑战性,更不用说在未知领域时了。这就是为什么在过去十年中,我们创建了资源材料来分享我们关于钣金和外壳的知识,包括本钣金设计指南。我希望这将作为一个操作指南来帮助您入门,并从长远来看节省时间和不必要的重新设计。
本博客将重点介绍五个关键设计理念:金属选择、金属折弯、自锁式紧固件、焊接和精加工。如果您觉得这很有用,您还应该在此处的 Protocase 资源页面上查看我们的其他材料。
如果您有任何问题,请在下方评论或发送电子邮件至 [email protected] - 我们将尽最大努力为您指明正确的方向。
金属选择
作为设计外壳的第一步,您需要选择要使用的金属类型及其厚度。 Protocase 储存了通常用于制造外壳的所有金属,包括铝、不锈钢、碳钢(冷轧钢或镀锌)和铜。下面是对每种差异化特征的描述,可帮助您做出明智的选择。
- 铝 是一种轻质耐腐蚀金属,非常适合用于外壳和钣金零件。铝可以进行粉末涂层处理,也可以作为裸金属或粒面处理未完成。如果需要电接触,则必须进行化学镀膜(铬酸盐涂层)。铝也可以进行阳极氧化处理,从而在其上形成坚硬、耐用的保护性氧化物涂层。
铝的刚度低于钢,在某些情况下;可能需要更厚的规格才能具有与钢相同的强度并满足您的设计需求。 (联系我们 如果您需要这方面的帮助)。
我们备有两种合金:
- 5052 铝是钣金外壳和零件的理想选择,因为它可以弯曲到小半径而不会开裂,并且易于焊接和机加工。
- 6061 铝材易于加工,但弯曲到小半径时更容易开裂。
- 冷轧钢 也用于通用外壳和钣金零件,与铝材一样常用。它提供了成本和刚度的良好组合,并且在使用粉末涂层完成后在室内应用中具有长期耐用性。冷轧钢本身不耐腐蚀;如果您的应用需要这样做,最好的选择是铝、不锈钢或镀锌。
- 不锈钢 具有冷轧钢的高强度和刚度,但由于其铬和镍而具有很高的耐腐蚀性。不锈钢可以作为裸金属进行粉末涂层或不上漆,也可以采用颗粒表面处理,以提供广受欢迎的拉丝外观。
- 镀锌 是一种低碳钢,涂有锌,然后退火,使锌通过扩散到基材中结合,从而防止剥落。该涂层使其在潮湿环境中比冷轧钢更耐用,但不如不锈钢或铝耐用。
- 铜 是一种柔软、柔韧且有延展性的金属,具有非常高的导热性和导电性。它最常用于母线,但有时我会要求提供外壳。在处理这种金属类型时,由于其柔软性,必须小心地将紧固件拧入螺纹孔,因此应尽可能使用自紧紧固件。 Protocase 库存铜合金 C110 1/8 硬度,具有非常高的导电性和出色的成型性,非常适合电气和电子应用。
请记住,如果您选择使用库存材料,我们可以在 2-3 天内构建您的外壳、零件或组件。但是,如果您的设计需要不同类型的金属,我们始终可以订购其他金属 - 除了我们 2-3 天的周转时间之外,它只需要额外的几天时间。
钣金厚度
为了让您了解钣金厚度,请参考下表了解我们的库存材料。所示量规基于美国 CRS 钢板制造商的量规厚度。 (请注意,虽然给出了铝的量规,但它们通常不用于铝;铝的实际厚度更国际公认)。
对于不完全熟悉钣金的设计师来说,主要挑战之一是使用什么量规,因为除非您有经验,否则它们在纸上看起来都一样.如果您正在寻找起点,请查看我们的在线模板生成器或 Protocase Designer(我们的免费 3D 外壳设计软件)。这些工具将帮助您创建一个完全符合您需要或非常接近相似尺寸的外壳。
对于铜,请参考CR Copper的库存量规。
| 量规# | 碳钢 | 镀锌 | 不锈钢 | 5052 铝 | 6061 铝 |
| 不适用 | 不适用 | 不适用 | 不适用 | 不适用 | 0.500″ |
| 不适用 | 不适用 | 不适用 | 不适用 | 不适用 | 0.375″ |
| 不适用 | 不适用 | 不适用 | 不适用 | 0.250″ | 0.250″ |
| 不适用 | 不适用 | 不适用 | 不适用 | 0.188″ | 不适用 |
| 8 | 不适用 | 不适用 | 不适用 | 0.1285″ | 不适用 |
| 11 | 0.120″ | 不适用 | 0.125″ | 0.091” | 0.1285” |
| 12 | 0.120″ | 不适用 | 不适用 | 0.081” | 不适用 |
| 13 | 0.090″ | 不适用 | 不适用 | 不适用 | 不适用 |
| 14 | 0.075″ | 0.078″ | 0.078″ | 0.064” | 不适用 |
| 16 | 0.060″ | 0.063″ | 0.063″ | 0.051” | 不适用 |
| 18 | 0.048″ | 不适用 | 0.050″ | 0.040” | 不适用 |
| 20 | 0.036″ | 0.040″ | 0.037″ | 0.032” | 不适用 |
| 22 | 0.030″ | 0.034″ | 0.031″ | 不适用 | 不适用 |
| 24 | 0.024″ | 0.028″ | 0.025″ | 不适用 | 不适用 |
| 26 | 不适用 | 不适用 | 0.019″ | 不适用 | 不适用 |
自定义剪裁
在 Protocase,您的外壳是为您定制的,这意味着您可以指定几乎任何您想要的切口。这些通常包括连接器、显示器、开关等的功能切口。但是,我们经常看到创意切口设计,包括公司徽标、品牌或产品名称,以及围绕通风切口的创意,从而将形式和功能结合起来。
提示: 查看我们的剪切库,可以在我们的网站和 Protocase Designer 中找到该库。




弯曲金属和弯曲半径
用折弯机折弯钣金外壳和零件 或一个文件夹 .金属通常不能形成真正的 90 度边缘,而是具有半径,如下图所示。
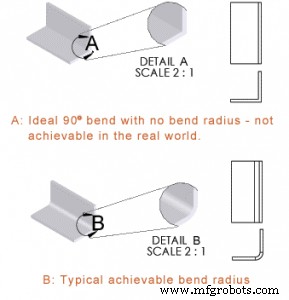
不同的曲率可以通过使用不同的工装和折弯参数来实现。作为设计师,您可以通过指定一个弯曲半径来控制它—— 即折弯内表面的半径(外半径就是内半径加上金属厚度)。
折弯半径有两个关键因素:
- 功能考虑: 在没有弯曲半径之前,您没有用于紧固件、组件或切口的平坦表面。
- 美学: 例如,“复古”风格的设计通常具有较大的半径以获得更曲线的感觉。
在设计时考虑您对美学和功能的意图,以便您选择适合您需要的弯曲半径。
理想情况下,您应该只使用可以实际构建的半径进行设计;您可以在此处查看我们的弯曲半径能力图表,并将我们的设备和工具限制与您的设计相匹配。但如果您无法决定,我们建议您选择合理的(例如 0.040”),我们会在生产前为您调整。
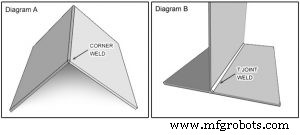
必须特别注意外壳的两条折线(即拐角)的交点。具体来说,必须去除多余的材料,以防止弯曲相互干扰;这称为边角浮雕(CAD 中的边角修剪)。如果您没有包含正确的边角浮雕,我们将为您添加它们。如果您使用 Protocase Designer,模板会自动为您执行此操作。
一般来说,切口应与弯曲半径保持最小距离,因为太靠近弯曲半径的切口存在切口拉伸或张开的风险。客户经常问我,切口应该离弯道多远。该值由用于弯曲或所需弯曲半径的材料类型、厚度和工具决定。有关此值,请参阅我们的材料弯曲半径和最小弯曲尺寸表。无论您为设计选择什么最小弯曲值,您都必须确保您的切口至少与弯曲值相同。例如,如果您使用 14 号不锈钢 (A240 TP304 2B) 并选择 0.275" 的最小弯曲,那么您的切口距离弯曲不得小于 0.275"。通过使用最小折弯尺寸值作为切口与折弯的最小接近度,您将确保不会遇到任何问题。客户经常问我切口应该离折弯多远。简单的经验法则是确保切口的距离等于离弯曲处的最小弯曲半径。因此,您将确保不会有任何问题。
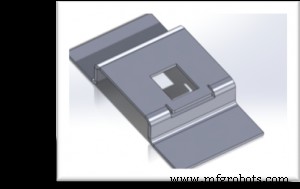
如果您必须在靠近弯曲处放置切口,我建议您联系我们,因为我们可以共同满足您的设计要求。您还可以选择在该区域切出弯曲部分,这将使您的切口保持完美形式(见下文)。
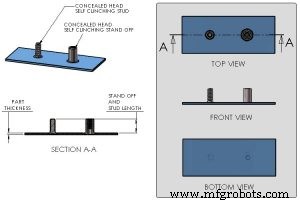
自紧扣件
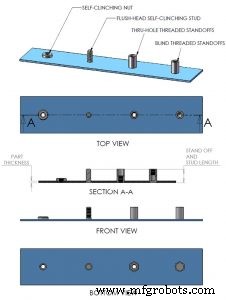
自紧紧固件是螺纹螺母、螺柱、支架和其他样式,它们被压入钣金以提供坚固的紧固点。螺母可以接受螺钉(一种比螺纹金属板更坚固的布置),可以插入支架以安装电路板,螺柱可用于安装连接器。通常被称为 PEM ® 品牌的自锁式紧固件(PEM 代表 PennEngineering &Manufacturing Corp.),自锁式紧固件非常有用,多年来解决了很多组件安装问题。
下面是一些自紧紧固件的例子。
焊接
焊接可用于解决某些问题,例如创建复杂零件(将零件焊接在一起制成一个零件)、创建防水接头或增加外壳强度。我们提供点焊、缝焊和定位焊。
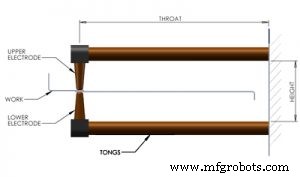
点焊 – 这是一种快速、高效且廉价的方法,可将两块金属板永久连接到一个或多个位置。与螺纹紧固件不同,点焊几乎不会留下接头痕迹。由于焊接设备的几何形状,需要考虑一些尺寸限制,如下图所示。点焊与我们所有库存的冷轧钢、不锈钢和镀锌兼容。
- 最大喉咙:15″ (375mm)
- 最大高度:5″ (125mm)
缝焊 – 这对于连续连接两块或多块金属板很有用,使它们看起来无缝。我们使用冷金属转移 (CMT) 焊接,乍一看,它类似于送丝 MIG 焊接。然而,在 MIG 焊接中,填充金属通过溅射在非常高的温度下转移。在 CMT 中,焊丝被加热到足以熔化尖端并通过物理接触发生转移。由于仅产生 MIG 焊接十分之一的热量,CMT 仅产生 MIG 焊接十分之一的热量,从而防止翘曲或回熔,即使对于薄金属板也是如此。在大多数情况下,然后通过研磨去除多余的金属。由此产生的连续连接的接缝可用于防风雨和减少 EMI 泄漏,以及实现无缝的外观和感觉。
点焊 – 以与缝焊完全相同的方式完成,但在离散的部分中。
整理
喷粉 是一种干燥的热塑性粉末,静电施加,并在烤箱中熔合到部件上。粉末涂料有多种颜色、光泽度和纹理可供选择,被广泛认为是金属喷漆的行业标准,因为它提供了具有成本效益的高质量、高度耐用的饰面。粉末涂层的另一个优点是可用的各种纹理。例如,sandtex(粗糙)饰面在隐藏指纹方面表现出色,这是电子外壳的最佳选择。
粉末喷涂时,油漆会为您的外壳增加一层额外的涂层。图纸尺寸是指底层金属而不是涂层!我建议在切口尺寸上为每侧分配额外的 0.003 英寸 - 0.005 英寸(即,如果您有一个 1 英寸的零件要插入面板,则将切口设置为 1.006 到 1.010 英寸)。否则,切口可能不够大,您的零件将不适合。
要指定粉末涂料,只需根据您的需要选择具有适当颜色和质地的粉末涂料,并在您提交的设计中附上注释。您可以在此处找到库存粉末涂料的清单。我们还可以使用各种非库存粉末涂料,但需要额外的交货时间和批量收费。
注意: 我们会在粉末喷涂前自动屏蔽订单上的螺纹紧固件,以防止出现问题。客户可以要求额外的掩蔽;这主要用于电接触需要裸金属时。
数码印刷 和丝网印刷 是精加工技术,将使您的设计具有专业的外观和感觉。这两种打印技术都可以让您清楚地标记您的外壳、零件或组件,以识别连接器、开关、端口等。数字印刷也非常适合用于公司徽标或艺术品等图形。
数码印刷和丝印都可以应用于平板、零件和组装外壳。
虽然数字印刷已成为许多设计师的默认选择,但每种工艺都有其自身的优势,这可能会使其中一种或另一种更适合您的特定应用。
化学转化涂层 通常被称为化学薄膜或铬酸盐涂层。当我们将铬酸盐涂在金属基材上时,它会形成一个耐腐蚀且耐用的表面(类似于不锈钢),具有稳定的导电性。
阳极氧化 是一种电化学工艺,用于制备有色金属(最常见的是铝)的表面,以使表面更坚硬且不易腐蚀。阳极氧化的表面实际上变成了铝的一部分;因此,它永远不会剥落、碎裂或剥落,在正常使用情况下,永远不会磨损。我们通过第三方承包商提供阳极氧化处理,因此需要额外的交货时间。
镀锡 是一种简单的浸没技术,可将纯锡沉积到铜上。在 Protocase,镀锡通常用于提高耐腐蚀性、导电性和可焊性。我们通常对 Protocase 定制的铜母线进行电镀。但是,如果需要,我们也会对客户提供的零件进行电镀。
裸金属饰面 提供三种基本类型的铝和不锈钢:
- 无精加工 - 零件已去毛刺,无需额外精加工,可能会出现小划痕或漩涡痕迹。这具有成本效益,但仅对不会展示的功能部件有用。
- 粒面处理 - 零件去毛刺,然后通过刷涂赋予特定的线性纹理方向。
- 滚花饰面 - 通过在研磨介质中滚花来平滑并赋予非定向饰面(类似于磨砂玻璃的美感)。
如果您正在寻找有关所列任何饰面的更多信息,请在此处查看我们的网站。
公差
设计机箱时要考虑的另一件事是尺寸差异,这是制造过程中不可避免的一部分。主要来源是切割过程中的位置误差和切口变化、金属成分引起的变化以及弯曲过程中发生的拉伸建模不完善。另外,我要再次提醒您,尺寸是针对裸金属的——如果您添加粉末涂层,则额外允许 0.003 到 0.005 英寸。在此处查看 Protocase 的标准公差。

下一篇博文
想比 Enclosure Design 101 更进一步?阅读我的博客文章,了解当需要将切口和组件放置在弯曲附近时该怎么做。
Protocase 支持
Protocase 通过提供具有无与伦比的速度、简单性和服务的定制电子外壳,为工程师和设计专业人士提供全新的体验。
有关我们的材料和服务的更多信息,请访问:www.protocase.com
工业技术