

用 CNC 铣削代替 EDM 制造以提高效率
阅读这篇文章:Deutsch(德语)
许多不同的制造工艺是用于制造模具制造工具。大多数模具制造涉及材料的 CNC 铣削或减材加工。使用除铣削之外的其他操作,包括增材制造和 EDM 操作。
当今的制造商面临着比以往更快地制造零件的压力。虽然 EDM 制造在很多情况下都是有效的,但重要的是探索是否可以用更快的方法代替某些情况,例如 CNC 加工。
什么是电火花加工?
EDM 代表电火花加工,有时也称为“火花加工”或“电火花加工”。它是电流通过电介质中的电极的地方。电极以需要从模具中取出的材料的形状制成。火花腐蚀材料以形成所需的最终形状。二战期间,拉扎连科兄弟在当时的苏联开发了 EDM 作为一种工艺。
电极通常由碳石墨制成。然而,铜、黄铜、铜合金和其他材料可以用作电极。电极一般需要先制造后才能用于电火花加工机。

EDM 用例
使用 EDM 加工具有一些长期存在的优势,包括:
尖锐的内角
这是 EDM 制造的最大优势之一:创建尖锐的内角,否则需要使用小直径的 CNC 工具,或者在 CNC 铣床上根本不可能。
模具深处
经常使用 EDM 工艺代替 CNC 铣削,因为无法获得足够深的切削工具来铣削正确的形状。
非常复杂的几何图形
传统观点认为,复杂的形状更容易通过 EDM 制造获得。
加强筋加工
模具中的肋条通常很薄,而且可能很深。在这些特定领域,EDM 操作通常很常见。
无人值守操作
过去,商店更倾向于在无人看管的情况下运行 EDM 沉降片机,而不是 CNC 铣床。
其中指定了 EDM 表面光洁度
EDM 操作的光洁度是一致的,没有加工扇贝或漩涡图案。有时这种表面处理被指定为零件的一部分。
使用 EDM 的缺点
不能使用 EDM 的地方是 HAZ 或热影响区。这些是区域,可能是焊接区域,EDM 操作产生的热量会导致比他们解决的问题更多的问题。
由于电极和支架的公差叠加,加上不知道电火花的确切尺寸,需要高精度的区域通常不适合 EDM .
EDM 很慢
使用EDM的最大缺点是过程漫长。首先,您需要使用数控铣床来铣削电极。通常,您需要为一次 EDM 操作铣削多个电极,因为它们也会腐蚀,并且可能需要多个电极才能对一个区域进行 EDM。然后是 EDM 工艺,它的金属去除率比铣削慢。
不仅电火花加工速度较慢,而且您仍然需要使用数控机床铣削一个或多个电极,然后才能使用电火花加工机床。此外,铣削石墨电极会产生大量灰尘。如果没有专用的 CNC 铣床和高端真空系统来处理石墨粉尘,每次您从铣削金属切换到仅用于清洁的碳时,都会导致机器停机。
如果 EDM 是您的制造过程的一部分,并且想要提高产量以保持竞争力,那么用 CNC 加工代替尽可能多的 EDM 工作是一种方法.
虽然 CNC 铣削在尖角内可能做的不多,但有更新的硬件和软件技术可以减轻 EDM 曾经提供的其他优势.
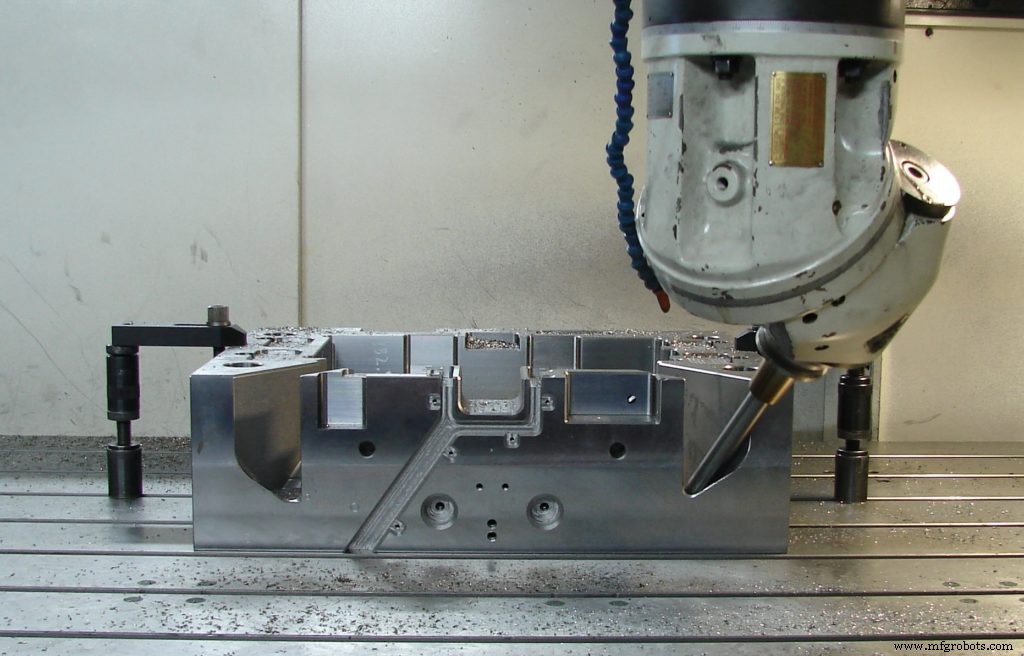
铣削深部
使用电极和 EDM 工艺在模具的深层区域很常见,但 5 轴 CNC 铣床在模具制造界的发展改变了这一点范例。在模具制造过程中,大多数 5 轴机床以 3+2 轴操作,而不是全同时 5 轴加工。
操作员和程序员可以轮换无需 EDM 操作即可将刀具轴移动到 Z 轴和加工深层区域以外的其他位置。幸运的是,像 Fusion 360 这样的现代 CAD/CAM 软件已经改进和简化了多轴加工能力,就像机器本身已经改进一样。利用 Fusion 360 可以缩短交货时间并帮助您更快地交付零件。
通过 3+2 或 5 轴加工成功铣削深部区域需要避免碰撞并模拟刀具与刀架、主轴和其他零件可能与正在铣削的零件发生碰撞的机器。此步骤通常在 Fusion 360 等 CAM 系统内执行,或通过 CAMplete 等第三方仿真验证软件包执行。
肋条加工
在模具内铣削肋条可能很困难,因为它们需要具有大 LD(长度与直径)比率的工具。这些工具更容易偏转、振动或折断。此外,排屑槽内的排屑也成为一个重要的考虑因素。
尽管存在困难,但铣削肋条的速度比使用 EDM 制造它们要快得多。专门的 CAM 系统包括专门用于肋条加工的功能,使它们的编程工作更容易。这些程序可能会沿着工具轴逐步下降或变形或跟随肋的轮廓。在任何一种情况下,较小的轴向切削深度都可以安全铣削肋骨。
就 CNC 方面的需求而言,工具通常会使用热缩刀柄来提高刚性,并且使用的刀具将允许良好的排屑,与强洪水或空气,以帮助疏散芯片。
复杂几何
复杂几何形状曾经是 EDM 工艺的常见用途,但许多可以用机械加工代替。这是由于 CNC 加工所有领域的改进:
- 热缩配合刀柄和其他工具技术提供更高的刚性
- 内置高速加工功能和平滑操作的铣床更平滑。
- 像 Fusion 360 这样的 CAM 编程软件有更多的选项和编程方法,包括自动残料加工,用于铣削复杂的形状。
无人值守加工
虽然在无人看管的情况下运行昂贵的 5 轴机床似乎很可怕,但这正是许多先进车间为提高效率和延长轧机正常运行时间所做的事情。当然,机器运行的时间越长,零件生产出来的速度就越快,您赢得的业务就越多。
前面提到的多轴加工仿真软件也可以验证程序无碰撞,可以无人值守运行。算法可以在使用一定量后自动更换新刀具,从而实现更长的无人值守运行时间。这对于大型零件特别有用。
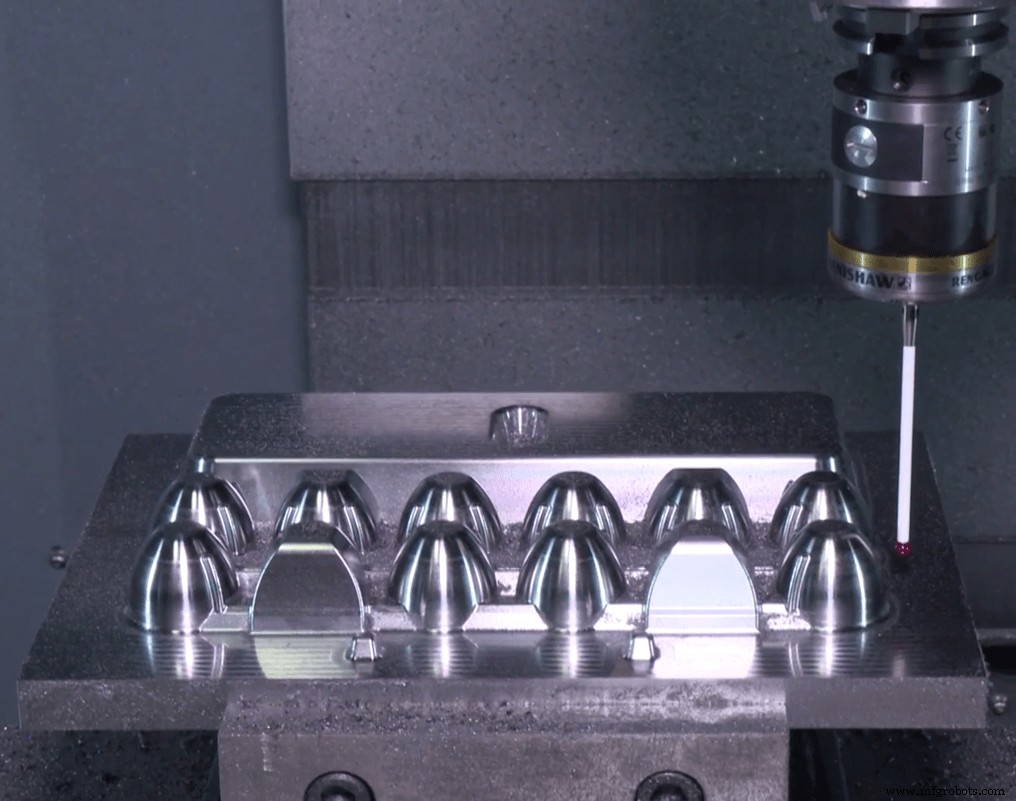
检查也是无人值守加工的关键部分。 Fusion 360 包括集成的过程检测操作,因此可以探测关键特征的尺寸,以便即使工具磨损,后续零件也能保持公差。如果发现某个特征的尺寸或位置超出公差,则其他操作会停止机器。这可以防止可能中断生产的灾难性错误。
切换到 CNC 铣削
模具制造中的铣削操作比 EDM 操作提供更快的去除率。从 EDM 流程切换可以帮助您缩短交付时间并提高产量。刀具夹持、5 轴机床和 Fusion 360 等 CAM 编程软件的进步已经允许用 CNC 铣削操作代替许多 EDM 操作。
您准备好从 EDM 制造转向 CNC 铣削了吗? 详细了解如何使用 Fusion 360 最大化您的机器。

工业技术