

小零件和精密加工:专家对工具和技术的建议
小零件车削意味着严格的公差、极高的主轴转速和难以加工的材料。以下是专家对在这种苛刻环境中最大限度提高生产力的看法。
有人说世界变小了。他们可能是对的,但除非他们为医疗、航空航天或汽车制造商工作,否则他们可能不会意识到它变得多么渺小。
这些和其他高科技行业继续将更多功能挤入越来越小的空间,这意味着用于医疗植入物、电子设备和类似复杂小工具的机加工部件也必须缩小尺寸。
材料也没有变得更容易切割。有用于制造航空零件的超坚韧钛和镍基高温合金,更不用说医疗制造中常见的钴铬、铂和许多专有金属。
虽然当今越来越多配备传感器的汽车所需的微型铜或黄铜连接器和插针在切削工具上并不太难,但任何需要显微镜检查的零件都有其独特的挑战。
抓住机遇
“在这个领域,刀具需要非常锋利的刃口,它们必须是易切削的,而且你必须有良好的切屑控制。”这是 Iscar Metals Inc. GRIP 工具系列的国家产品经理 Clay East 所说的。
他特指的是瑞士式 CNC 车削,尽管他和本文中引用的其他专家的建议同样适用于线圈进给车床、旋转多工位机床和多轴丝杠机床。
具有讽刺意味的是,这里至少有一些障碍是由于缺乏熟练工人。 East 和本文中引用的其他人认为,如今的机械师经常负责操作多台机器——在某些车间,一次最多 10 台甚至 15 台——这意味着流程必须是可预测的且无忧无虑的。在小零件世界中,大部分都可以使用刚刚描述的锋利的断屑切削工具来实现,但这些工具也必须易于使用。
“在为瑞士工业设计工具时,我们要解决的许多问题之一就是夹紧机构,”他说。 “我们没有将螺钉完全取出来对刀片进行分度,而是让操作员可以转动三到三圈半。这使得更换刀片的速度大大加快,并消除了任何瑞士操作员都熟悉的问题——将螺钉掉入排屑盘,浪费宝贵的机器时间来寻找它。”
分手
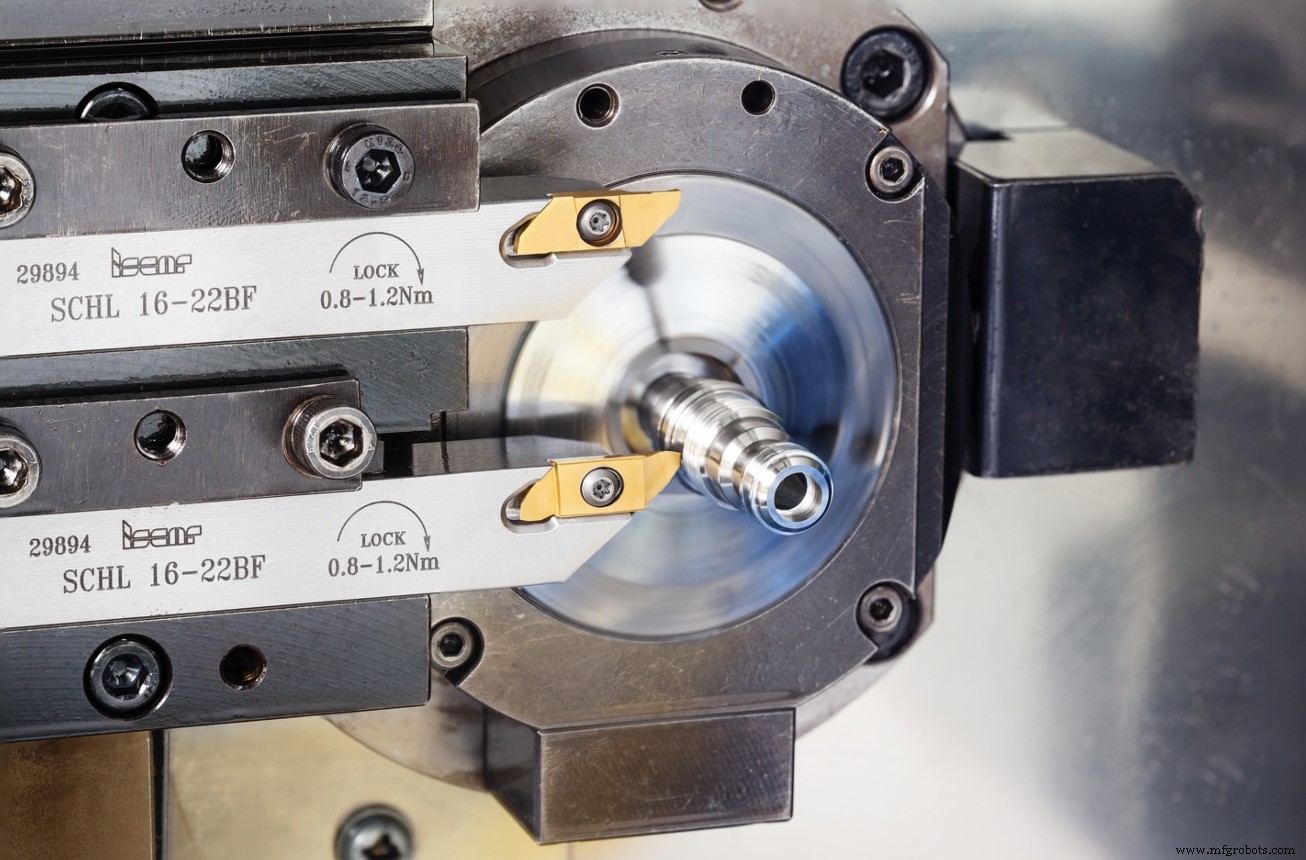
East 说,很难生产出能够以瑞士式车削中相对较轻的进给率和切削深度断屑的刀片,特别是考虑到这些机床上常见的钛和 17-4 PH 等粘性材料。由于 Iscar 和其他人使用的现代设计工具,这一挑战变得更加容易,这就是为什么商店应该不断重新评估他们对切割工具的选择(见边栏)。
京瓷精密工具技术中心经理 Brian Wilshire 同意对高质量瑞士式刀具的需求,但指出几年前由领先的 CNC 机床制造商引入的切屑控制技术产生了一个新问题:镍基加工硬化合金和奥氏体(300 系列)不锈钢。
“一些较新的瑞士式车床具有以非常高的频率轻微来回摆动刀具的功能,”他说。 “这在断屑方面做得很好,但往往会稍微缩短刀具寿命。我们发现,在这些振荡刀具路径中,使用具有耐磨涂层的更坚硬的材质非常有效。”
Wilshire 还建议车间使用尽可能大的刀尖半径,以最大限度地提高进给率并获得最佳的表面光洁度,但他指出这可能会在某些应用中产生问题。
例如,机械师使用刀尖半径为 0.008" +/- 0.002" 的刀片车削最大内角半径为 0.010" 的零件,在浇口外就可能超过该公差,他说。“我们已经开始提供刀片的圆角半径只有负公差,以消除这种可能性,”他补充道。
保持冷静
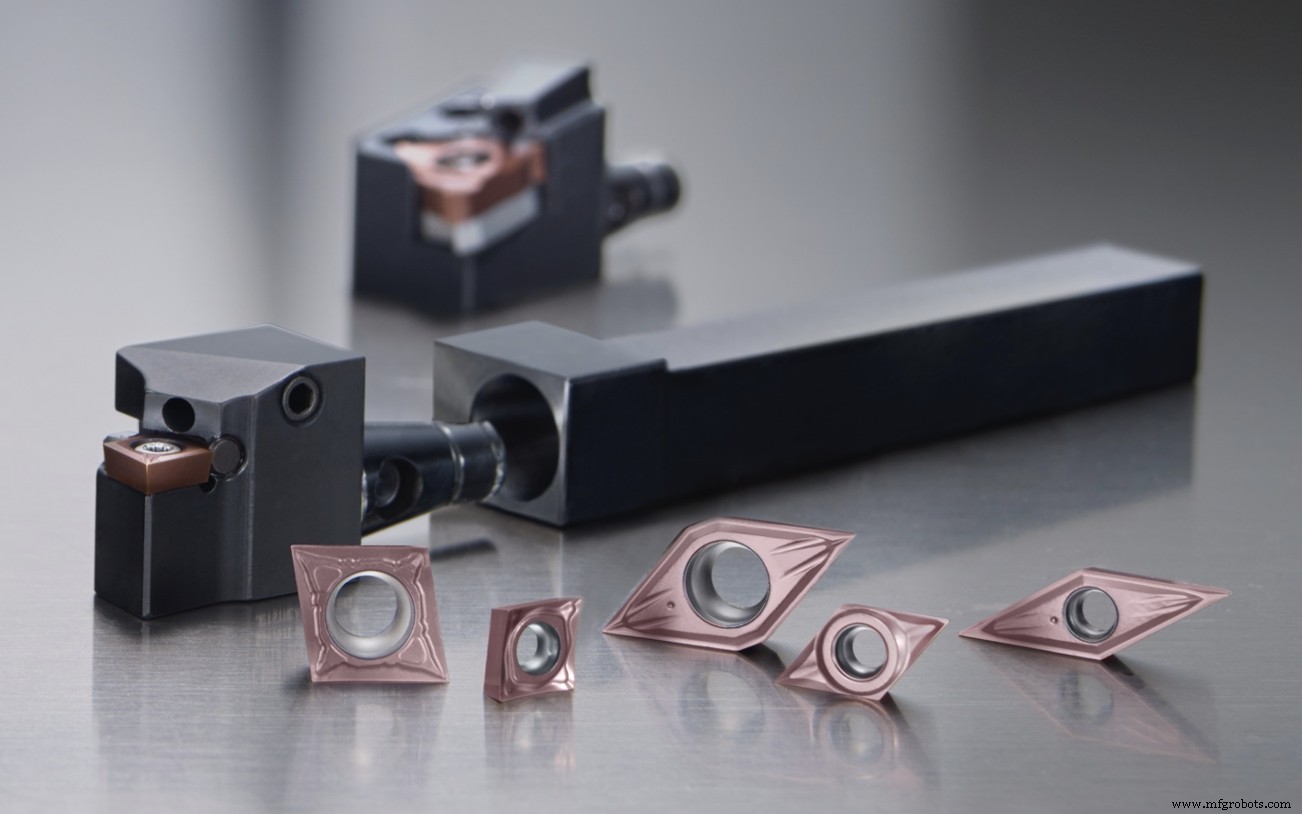
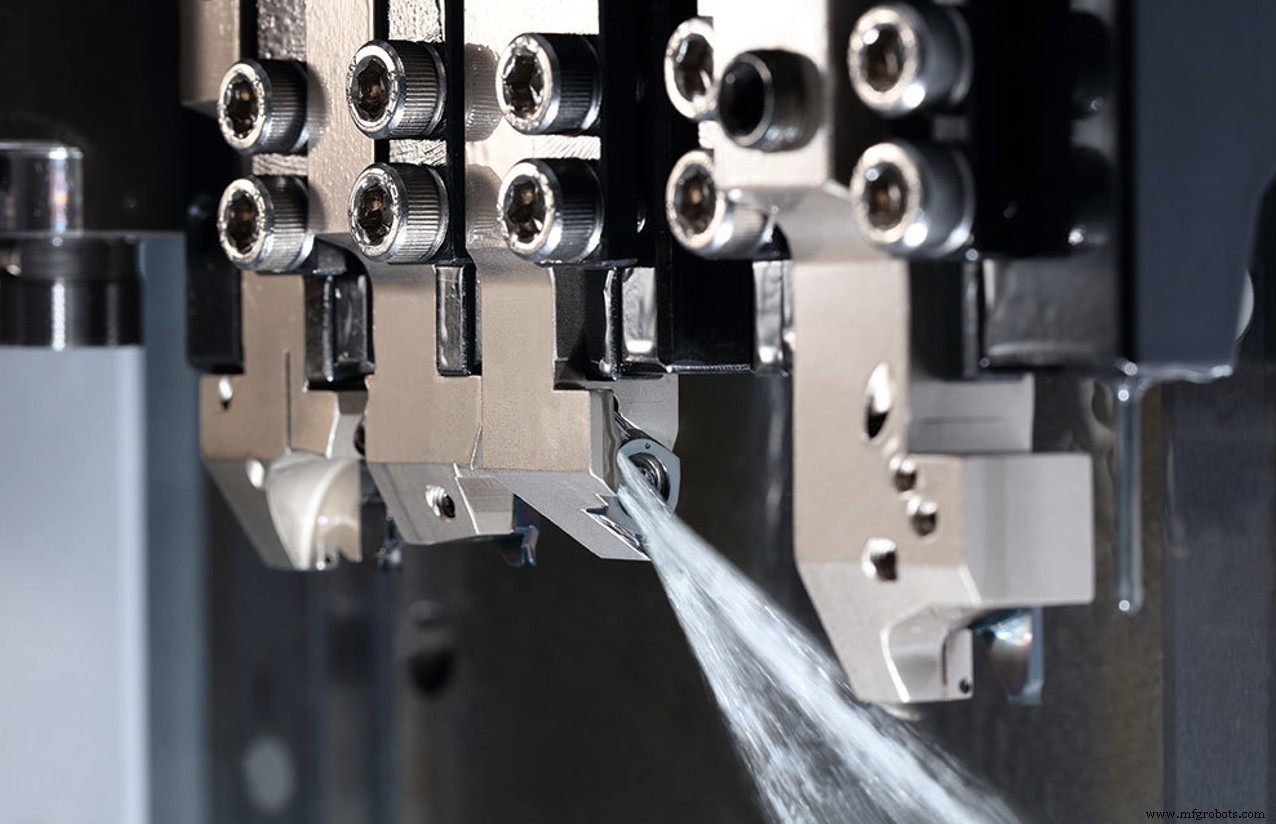
京瓷和伊斯卡已经解决了另一个相对较新的瑞士式车床——刀具冷却液。与需要时间来设置并且容易被粘性切屑拉出位置的柔性管线和塑料软管不同,这些公司推出了带有内置冷却剂通道和孔口的刀柄,能够处理高压冷却剂 (HPC)在越来越多的数控机床上发现。
山高刀具也是如此,北美产品经理 Abhay Chaubal 说。
“任何机床的挑战都是最大限度地提高利用率,这意味着减少设置和换刀时间,”他说。 “我们现在提供的刀柄不仅消除了使用贯穿刀具冷却液的传统冷却液管线的麻烦,而且还具有快速更换的模块化刀头,允许操作员在保持精度的同时在机床外更换刀片。”
山高刀具北美应用专家 Eric Gardner 指出,如今销售的大多数瑞士式 CNC 车床都具有铣削功能,这是许多小零件的必需品,因为它们难以固定,而且二次加工成本高。这使程序员和机械师有机会在瑞士式平台中应用高速铣削技术。
获取具体
“我建议车间尽可能采用高速和摆线铣削策略,即使是小零件,”Gardner 说。 “我们最近与一家医疗客户合作开展了一项开槽操作,该客户通过动态铣削显着缩短了循环时间,并将刀具寿命从每把刀具 200 个零件提高到 2,000 多个零件。”
与他们的竞争对手一样,Gardner 和 Chaubal 也建议机加工车间——无论工件的尺寸如何——评估特定材料的切削工具。该建议特别适用于那些切割已经提到的困难航空航天和医疗级金属,以及瑞士式机械上常见的长期工作。
“对于许多航空航天和医疗制造商来说,最大的障碍是难以修改经过验证的流程,”Chaubal 说。 “这就是为什么我们喜欢在工艺开发的早期与客户密切合作,以确保他们使用最好的刀具路径、切削刀具和刀柄。”
旧方法?可能不是最好的方法
令人惊讶的是,多年来制造高效切削工具的工作变得更加容易。刀具制造商不再依赖部落知识和无数的测试切割来优化新设计,而是利用有限元分析 (FEA) 软件在微观层面分析金属去除的物理特性,以确定哪些断屑槽、刃口准备和表面处理将最适合任何给定的材料或应用。结果?切削工具现在的性能比以往任何时候都高。
尽管如此,许多切削工具销售和应用人员分享了老式机器商店的故事,他们要么在内部研磨他们的切削工具,要么使用过时的技术,平静地知道他们的方法是最好的,而现代工具只会增加费用。没有东西会离事实很远。想想过去十年左右各种技术的进步程度;切削工具也在以同样的方式进步,这就是为什么各种机械车间应该定期评估新产品,尤其是那些从事小零件加工和其他具有挑战性的工作的车间。
这并不容易。除了处理任何“这就是我们一直这样做”的心态之外,管理层还必须分配时间进行研究和测试,通常依靠他们最有经验的人来做。必须进行工具投资,重新规划工作,并且由于肯定会提高生产力,因此通常需要调整下游流程以适应移动瓶颈。尽管有麻烦,但好处将远远超过任何暂时的中断。也许是时候拥抱前沿了。
您可以分享哪些关于小零件车削的技巧或技巧?请在下面的评论中告诉我们。
加工 – SGS 系列 77 H-Carb 7 刃高效立铣刀:
工业技术