

3 第 2 单元:速度、进给和攻丝
目标
完成本单元后,您应该能够:
- 为各种加工任务识别和选择立式铣床设置和操作。
- 为不同类型的材料选择合适的切割速度。
- 计算端铣操作的切削速度和进给量。
- 说明如何正确设置供电分接。
切割速度
切削速度定义为刀具在切削时外刃处的速度。这也称为表面速度。表面速度、表面进尺和表面面积都直接相关。如果两个不同尺寸的刀具以相同的每分钟转数 (RPM) 转动,则较大的刀具具有较大的表面速度。表面速度以表面英尺每分钟 (SFM) 为单位测量。所有切割工具都根据表面进尺原理工作。切割速度主要取决于您切割的材料种类和使用的切割工具。工件材料的硬度与推荐的切削速度有很大关系。加工材料越硬,切割速度越慢。工件材料越软,推荐的切削速度越快(见图1)。
钢 铁 铝 铅

图 1:提高切割速度基于工件材料硬度
刀具材料的硬度也与推荐的切削速度有很大关系。钻头越硬,切削速度越快。钻头越软,推荐的切削速度越慢(见图2)。
碳钢 高速钢 硬质合金
图 2:提高切割速度基于刀具硬度
表 1:材料类型的切割速度
| 材质类型 | 切割速度 (SFM) |
|---|---|
| 低碳钢 | 40-140 |
| 中碳钢 | 70-120 |
| 高碳钢 | 65-100 |
| 易加工钢 | 100-150 |
| 不锈钢、C1 302、304 | 60 |
| 不锈钢,C1 310, 316 | 70 |
| 不锈钢,C1 410 | 100 |
| 不锈钢,C1 416 | 140 |
| 不锈钢,C1 17-4,pH | 50 |
| 合金钢,SAE 4130, 4140 | 70 |
| 合金钢,SAE 4030 | 90 |
| 工具钢 | 40-70 |
| 铸铁-普通 | 80-120 |
| 铸铁-硬 | 5-30 |
| 灰口铸铁 | 50-80 |
| 铝合金 | 300-400 |
| 镍合金,蒙乃尔 400 | 40-60 |
| 镍合金,蒙乃尔 K500 | 30-60 |
| 镍合金、铬镍铁合金 | 5-10 |
| 钴基合金 | 5-10 |
| 钛合金 | 20-60 |
| 非合金钛 | 35-55 |
| 铜 | 100-500 |
| 青铜–常规 | 90-150 |
| 青铜-硬 | 30-70 |
| 锆 | 70-90 |
| 黄铜和铝 | 200-350 |
| 无硅非金属 | 100-300 |
| 含硅非金属 | 30-70 |
主轴速度
一旦确定了给定材料和刀具的 SFM,就可以计算主轴,因为该值取决于切削速度和刀具直径。
RPM =(CS x 4) / D
地点:
- RPM =每分钟转数。
- CS =SFM 中的刀具速度。
- D =刀具直径,以英寸为单位。
铣削进给
进给量(铣床进给量)可以定义为工件进入刀具的距离,单位为英寸/分钟。
在 LBCC 的铣床上,进给与主轴速度无关。这是一个很好的安排,它可以为较大、缓慢旋转的刀具提供更快的进给。
铣床的进给速度取决于以下因素:
- 切割的深度和宽度。
- 刀具的类型。
- 刀具的锋利度。
- 工件材料。
- 工件的强度和均匀度。
- 要求完成。
- 所需的准确性。
- 机器、夹持装置和工具设置的功率和刚度。
每齿进给
每齿进给量,是刀具的每个齿在旋转并进入工件时应去除的材料量。
随着工件进入刀具,刀具的每个齿都以相等的量进入工件,产生等厚的切屑。
切屑厚度或每齿进给量,以及刀具的齿数,构成了确定进给量的基础。
理想的铣削进给速度以英寸/分钟 (IPM) 为单位,计算公式如下:
IPM =F x N x RPM
地点:
- IPM =进给速度,单位为英寸/分钟
- F =每齿进给量
- N =齿数
- RPM =每分钟转数
例如:
立式铣床中使用的立铣刀的进给范围从 0.001 到 0.002 英寸的每齿进给(适用于钢工件材料的极小直径刀具)到 0.010 英寸的每齿进给(适用于铝工件的大刀具)。由于低碳钢的切削速度为 90,因此 3/8” 高速二刃立铣刀的 RPM 为
RPM = CS x 4 / D = 90 x 4 / (3/8) = 360 /.375 = 960 RPM
为了计算进给率,我们将选择每齿 0.002 英寸
IPM =F x N x RPM =.002 x 2 x 960 =3.84 IPM
机器进给
使刀具切入或沿工件表面切入的机床运动称为进给。
在金属切削中,进给量通常以千分之一英寸为单位。
在不同类型的机器上,Feed 的表达方式略有不同。
具有动力进给的钻床设计用于在主轴每转一圈时将钻头推进给定的量。如果我们将机器设置为进给 0.006 英寸,则机器将在主轴每转一圈时进给 0.006 英寸。这表示为每转 (IPR) 英寸
敲击程序
良好实践:
使用点按指南
丝锥导轨是制作可用的直螺纹的一个组成部分。使用车床或铣床时,丝锥已经笔直且居中。手动对齐丝锥时要小心,因为 90° 丝锥导向比人眼准确得多。
使用石油
在钻孔和攻丝时,使用石油至关重要。它可以防止钻头发出刺耳的声音,使切割更顺畅,清除切屑,并防止钻头和库存过热。
啄食
啄有助于确保在使用钻头钻孔或攻丝时钻头不会过热和断裂。啄钻包括在零件中钻孔,然后将其缩回以去除切屑,同时让零件冷却。将手柄旋转一圈然后再旋转半圈是常见的做法。每当钻头或丝锥退出时,尽可能多地去除切屑,并在钻头或丝锥与工件之间的表面上加油。
手拍程序
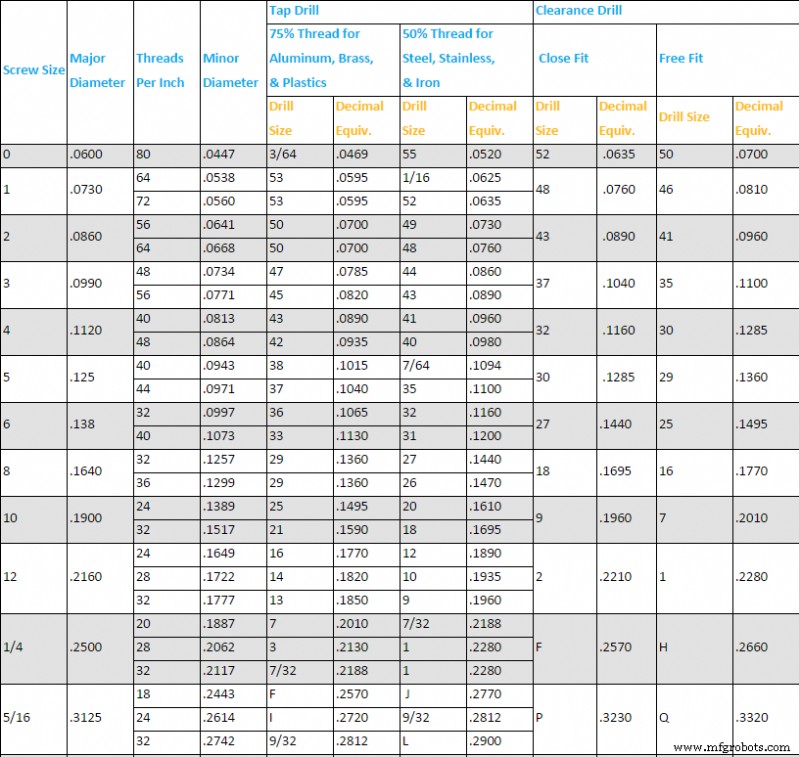
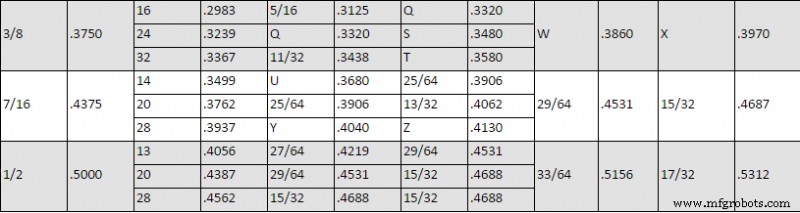
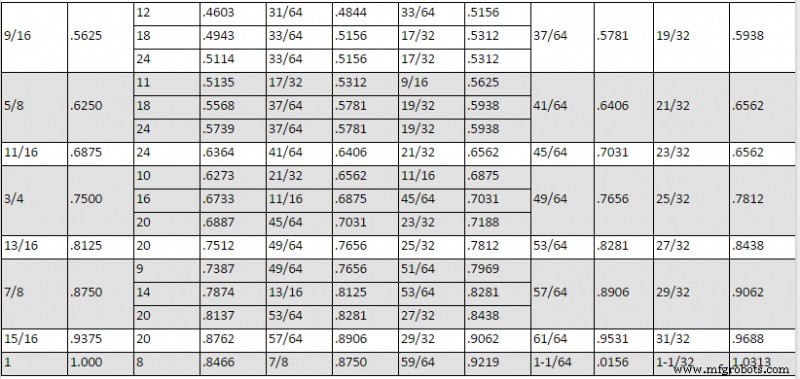
- 从图表中选择钻孔尺寸。
选择水龙头尺寸时,首先要查看此图表。
- 如有必要,在攻丝前为孔添加倒角。
倒角和埋头孔是螺钉有时需要的附加特征。为获得最佳效果,主轴的速度应在 150 到 250 rpm 之间。 - 获取点击指南。
这个洞现在可以挖掘了。为此,请使用手动铣床附近的丝锥和导向块。导向块将有几个孔用于不同尺寸的丝锥。选择最接近正在使用的丝锥尺寸的一个,并将其放在钻孔上。 - 点击线程。
使用丝锥扳手啄丝锥。将扳手完全向内转动,然后向外转动一半,同时轻轻施加压力。啄击到所需的深度。 - 点击完成。
如果水龙头没有继续前进或已达到所需深度,则释放水龙头上的压力;它可能已经触底。从孔中取出水龙头。再施加压力可能会损坏水龙头。龙头越小,断裂的可能性就越大。
动力进给攻丝程序(立式铣床)
- 供电敲击类似于手敲击。但是,不要用手攻丝,而是使用立式铣刀攻丝工件。
- 在启动机器之前,将磨机换到低速档。
- 松开套筒锁并将套筒移动到可以移动的最低点。这样可以确保有足够的空间来挖掘所需的深度。
- 将主轴开启 FORWARD 并将主轴速度设置为 60 RPM。
- 向下点击。当水龙头抓住股票时,它会自动将自己送入孔中。
- 达到所需深度后,快速将主轴方向开关从正向切换到反向。这将反转水龙头的方向并将其从孔中取出。以一种流体运动反转方向可防止损坏螺纹孔和龙头。
- 关闭机器。
- 离开前清洁螺纹孔、丝锥和送电机。
单元测试
- 解释较硬和较软材料的切削速度。
- 工具钢和铝的切削速度是多少?
- 计算 ½ 英寸直径高速钢立铣刀加工铝的 RPM。
- 计算三刃刀具的进给速度。使用问题 3 中的 RPM。
- 计算 ¾ 英寸直径高速钢立铣刀加工青铜的 RPM。
- 计算用于加工低碳钢的两刃 ½ 英寸直径硬质合金立铣刀的进给速度。
- 用它们钻孔或攻丝时啄的目的是什么?
- 为 5/16 – 24 丝锥选择合适的钻孔尺寸。
- 为什么要使用切削液?
- 描述手敲和动力敲击之间的区别。
工业技术