

2 第一单元:敲击头部
目标
完成本单元后,您应该能够:
- 描述如何运输磨头。
- 解释如何指示虎钳。
- 解释弹簧夹头的使用。
- 描述爬升与传统铣削的区别。
- 解释如何使用寻边器。
- 描述如何正确设置快换变速箱。
- 描述如何对股票进行平方。
- 描述面铣。
- 描述高级工件夹持。
电车工具
百分表是一种精密工具,用于测量两个表面之间的微小偏转量。
移动时,连接在卡盘上的百分表用于确定磨头相对于磨盘的方向。用于拧紧和松开套筒的同一把扳手可用于调整磨头上的各种螺栓。

用于牵引头部的百分表。
移动磨头
Tramming 确保铣头垂直于铣床的 X 和 Y 轴。此过程可确保切削刀具和铣削表面垂直于工作台。适当的车削还可以防止铣削时形成不规则的图案。

连接在主轴上的百分表精确的铣头对齐。
立式磨机的头部能够前后左右倾斜。有时,这些调整可能会漂移。应定期检查和调整磨头,确保主轴与工作台垂直。
- 从铣床上取下虎钳。
- 将千分表安装到主轴上,并将刻度盘从主轴的轴线偏移 6 英寸。确保指示器探头朝下。
- 升高磨盘,使其接触指示器时,指示器的读数在 0.005 英寸到 0.010 英寸之间。这种读数称为预加载。
- 将百分表置于可见位置,然后将表圈设置为零。
- 一边看指示器一边用手转动主轴。
- 如果百分表上的读数保持为零,则主轴已对齐。
- 如果读数不为零,请继续如下图所示移动头部。
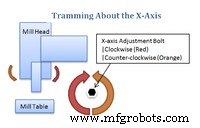
X 轴的移动过程
- 要绕 x 轴(面向磨机前部时磨机台的左右方向)移动,请使用磨机扳手松开六个螺栓(磨机两侧各三个)。

要松开的螺栓位置让头部绕 X 轴旋转。
- 松开螺栓后,用手将它们重新拧紧,并使用铣刀转动 ¼ 圈。
- 用于绕 x 轴上下移动磨头的调节螺栓位于磨头的后部。

用于定位磨头的调整螺栓围绕 X 轴垂直。
- 两个量角器用于指示总体对齐。磨头上较大的量角器有一个红色指示箭头,应与磨机主体上弯曲量角器上的零标记对齐。这仅提供一般指导,需要百分表读数才能精确对齐。
- 将百分表放在桌子后面。将百分表归零(预加载在 0.005 英寸到 0.010 英寸之间)。请务必在研磨台的原始表面上进行测量。可能需要移动桌子以避免桌子上的空隙。
磨头周围的表盘 X-轴。
- 在刻度盘归零且主轴处于空档的情况下,旋转主轴,使刻度盘指示器现在位于工作台的正面,理想情况下转动 180 度。一定要抓住连接在主轴上的夹子(以避免改变刻度盘的垂直配置)。
- 记下刻度盘的旋转方向,以确定磨头需要行进的方向。顺时针移动需要向上调整磨头,而逆时针读数需要向下调整磨头。
绕X轴调整铣头.
- 上图显示了调整螺栓的运动与磨头运动的关系。一旦确定了正确的方向,就需要转动调整螺栓,调整磨头,使前后测量值之间的差异达到 ½。例如,如果后读数为零而前读数为 0.010",则调整磨头,使刻度盘读数为 0.005",接近零。
- 第一次调整完成后,再次将百分表归零。建议将同一位置归零以避免混淆,但这不是必需的。继续调整过程,直到前后差不超过 0.002 英寸。
- 对读数满意后,开始重新拧紧松动的螺栓,旋转均匀地拧紧它们,以防止对齐发生变化。重新检查前后之间的测量值,以确保磨头在拧紧后没有明显移动。
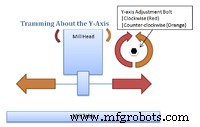
Y 轴的移动过程
- 要开始绕 y 轴移动,需要松开磨机前部的四个螺栓,以允许磨头移动。螺栓应松开,然后重新拧紧至刚好超过用手拧紧的程度(使用适当的扳手用手拧紧大约 ¼ 圈)。

要松开的螺栓位置让头部绕 Y 轴旋转。
- 磨头绕y轴左右移动的调节螺栓如下图所示。顺时针和逆时针转动此螺栓,磨头会相应移动。

用于定位磨头的调整螺栓围绕 Y 轴。
- 量角器上绕 y 轴移动的指示箭头位于与垂直量角器接触的独立板上。这个指示箭头和垂直量角器上的零可以用来估计有轨电车的起点。
绕 Y 轴调整铣头.
- 上图显示了用于绕 y 轴移动的调整螺栓如何影响磨头。使用与绕 x 轴移动所述相同的过程,但是,使用铣头的左右位置作为参考点,而不是前面所做的前后。
- 调整完成后,拧紧磨头上的螺栓并重新检查 x 轴和 y 轴的测量值。重新拧紧螺栓可能会改变任一方向的电车。确保所有测量值都在 0.002 英寸以内。如果测量值不在公差范围内,则必须重做运输过程。
表示虎钳
- 大多数工件都固定在夹在工作台上的虎钳中。
- 将虎钳与机器上的进给轴对齐非常重要,以便加工与坯料边缘对齐的特征。
- 使用 T 形螺栓将虎钳固定在床上并牢固固定,同时仍允许调整虎钳。
- 在机器主轴上安装百分表,探头背对操作员。
- 放下主轴,然后定位台床,直到虎钳上的固定钳口接触到指示器。继续,直到指示器记录半圈。
- 将百分表的表圈设置为零。
- 在虎钳的脸上用交叉饲料运行指示器。
- 如果恶习是平方的,该指标将保持为零。
- 如果指示器未保持为零,请用软锤轻轻敲击重新校准虎钳,直到指示器读数为之前值的一半。
- 重复该过程,直到从虎钳一侧到另一侧的完整行程,百分表显示为零。
- 牢牢固定 T 形螺栓,同时不要改变虎钳的方向。重新检查虎钳的对齐情况。
铣刀的种类
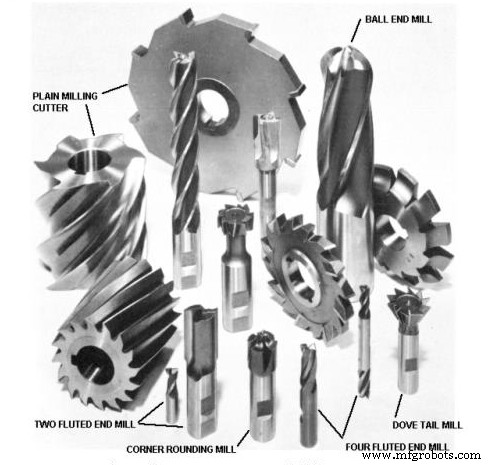
各种铣刀。
- 立式铣刀通常使用实心轴铣刀。
- 带键孔的铣刀通常用于卧式铣刀。
- 立铣刀用于切削型腔、键槽和槽。
- 两个带槽的立铣刀可用于像钻头一样切入工件。
- 2刃和3刃一般用于铝材,4刃更适合不锈钢。更多的长笛更好地切割,但价格更高。
- 不应将带有两个以上凹槽的立铣刀插入工件中。
- 可以使用球头立铣刀生产圆角。
- 成型铣刀可以加工出圆边等多种特征。
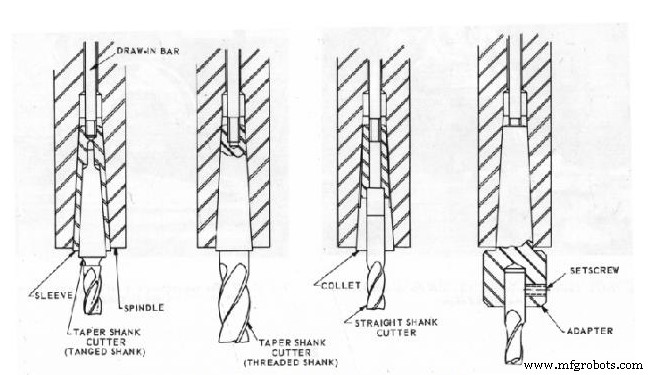
保留立铣刀的方法。
弹簧夹
- 如果需要移除工具,请将套筒锁定在最高位置。
- 接下来,在使用刹车的同时用扳手松开牵引杆。
- 确保拉杆的螺纹保持在夹头中。如果它们没有啮合,当夹头从主轴上松开时,刀具会掉落并可能损坏。
- 要从主轴上松开夹头,请点击拉杆的末端。
- 最后,从夹头上拧下拉杆。
- 要安装不同的刀具,请将刀具放入适合刀柄的夹头中。
- 将夹头插入主轴,同时确保键槽与主轴中的键正确对齐。
- 开始将拉杆穿入筒夹,同时用一只手握住刀具。然后,在接合制动器的同时使用扳手拧紧牵引杆。
顺铣与传统铣削
了解传统铣削和顺铣之间的区别很重要。使用错误的程序可能会导致刀具破损和工件报废。
传统铣削
- 工件逆着刀具的旋转进给。
- 粗加工通常首选传统铣削。
- 传统铣削比顺铣需要更少的力。
- 不需要齿隙消除器和紧凑的桌边。
- 建议在加工铸件和热轧钢时使用。
- 也推荐用于由水垢或沙子形成的坚硬表面。
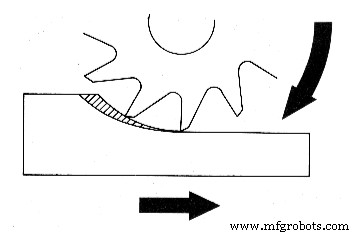
上图:常规铣削
爬铣
- 工件随着刀具的旋转进给。
- 这种方法可以产生更好的光洁度。切屑不会带入工件,因此不会损坏光洁度。
- 固定装置的成本更低。顺铣将工件向下压,因此可以使用简单的夹持装置。
- 切屑厚度越接近边缘越小,因此发生边缘断裂的可能性越小,尤其是脆性材料。
- 延长刀具寿命。由于切屑堆积在刀具后面,刀具寿命最多可延长 50%。
- 由于切屑落在刀具后面,因此可以更轻松地去除切屑。
- 将所需电量降低 20%。这是因为使用了更高的前角铣刀。
- 如果工件无法牢固固定或机器无法承受较大的力,则不建议使用。
- 不能用于加工铸件和热轧钢。
- 这种方法可能会将工件拉入刀具并远离夹持装置,从而导致刀具断裂和工件报废。
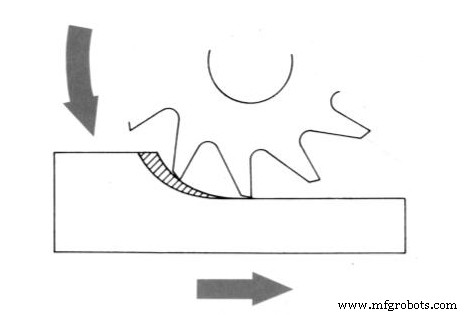
如上图:爬铣
设置主轴转速
- 主轴速度会根据传动系统的几何形状而变化。
- 手摇曲柄可用于调整较新机器上的主轴速度。
- 要改变速度,主轴必须旋转。
- 速度(以 RPM 为单位)显示在百分表上。
- 百分表上有两个刻度,分别用于低量程和高量程。
- 使用杠杆来改变机器的范围。
- 有时,需要稍微转动主轴才能使齿轮正确啮合。
使用寻边器
- 在进行需要高精度的铣削加工之前,必须先定位工件的边缘。寻边器有助于找到边缘。
- 建议使用 800-1200 主轴转速。
- 要使用寻边器,请将两半稍微偏移,以便它们在旋转时摆动。
- 将工件缓慢移向寻边器。
- 寻边器会自行居中,然后突然失去同心度。
- 数字读数告诉您主轴的位置。
- 寻边器的直径为 0.200 英寸。因此,添加或减去其中的一半(0.100 英寸)将是工具中心。
- 如果以左上角为中心,则在 X 轴上加上 0.100 英寸,从 Y 轴上减去 0.100 英寸。如果以右上角为中心,则从 X 轴减去 0.100 英寸,从 Y 轴减去 0.100 英寸。
- 零件参考归零是指位在 X 轴和 X 轴上归零。
- 尖头寻边器要容易得多,但没有那么精确。仅在不需要精度时才使用尖头寻边器。
使用千分表
- 铣床上的大多数手动进给都有千分表。
- 如果进纸长度已知,则应将百分表设置为该数字(千分之一英寸)。
- To free the dial indicator, rotate the locking ring counterclockwise. Set the dial and re-tighten.
- Before setting the dial indicator, ensure that the table-driving mechanism backlash is taken up.
- It is common for newer machines to have digital readouts, which are preferable because they directly measure table position. When using a digital readout, backlash concerns are negated.
Squaring Stock
- When making a square corner, vertically orient a completed edge in the vice and clamp it lightly to the part.
- Place machinist’s square against the completed edge and the base of the vice.
- Align the workpiece with the square by tapping it lightly with a rubber mallet.
- Firmly clamp the vice.
- The top edge of the part is ready to be milled.
Face Milling
- It is frequently necessary to mill a flat surface on a large workpiece. This is done best using a facing cutter.
- A cutter that is about an inch wider than the workpiece should be selected in order to finish the facing in one pass.

Shown above:Face milling
Milling Slots
- Square slots can be cut using end mills.
- In one pass, slots can be created to within two one-thousandths of an inch.
- Use an end mill that is smaller than the desired slot for more accuracy.
- Measure the slot and make a second pass to open the slot to the desired dimension.
- The depth of cut should not exceed the cutter diameter.
Advanced Workholding
- Use a v-block to secure round stock in a vice. It can be used both horizontally and vertically.
- Clamping round stock in a v-block usually damages the stock.
- Collet blocks are made to hold round workpieces.
- To mill features at 90 degree increments, use a square collet block.
- To mill features at 60 degree increments, use a hexagonal block.
- It is easiest to set up stock when the features are perpendicular or parallel to the edges of the workpiece. It is more difficult to set up a workpiece when features are not parallel or perpendicular to the edges. Sometimes, an angle plate can be used to mill stock at any desired angle.
- Parts that don’t fit well in a vise can be directly secured to the table with hold-down clamps.
- Use parallels to create a gap between the work and bed.
- Slightly tilt the clamps down into the work.
- Rotary tables can be put on the bed to make circular features.
- Rotary tables allow rotation of the workpiece.
- Use a dial indicator to precisely control the angle of rotation.
- Use a ball for irregularly shaped workpieces. Make sure to only take a small cuts to avoid throwing the workpiece out of the vice.
UNIT TEST
- What tool is used for tramming the head?
- Explain the process for the X-axis tramming.
- Explain the process for the Y-axis tramming.
- What is the purpose of indicating the vise?
- Name three types of milling cutters.
- Explain how a spring collet works.
- What is the difference between conventional and climb milling?
- Describe briefly how a rotary table may be centered with the vertical mill spindle.
- Describe briefly how to set spindle speed on the milling machine.
- What tool is used for milling large workpiece surfaces?
工业技术