

7 第 2 单元:速度和进给
目标
完成本单元后,您应该能够:
• 描述速度、进给和切削深度。
• 确定不同材料和直径的 RPM。
• 描述转弯的联邦。
• 描述设置速度。
• 描述设置提要。
为了有效地操作任何机器,机械师必须了解切削速度和进给的重要性。如果机器没有设置合适的速度和工件的进给量,可能会浪费很多时间。
为了消除这种时间损失,我们可以而且应该使用经过钢铁和切削工具制造商研究和测试的推荐金属去除率。我们可以在我们的附录或机械手册中找到这些切削速度和金属去除率。
我们可以通过使用快换变速箱中的变速齿轮来控制发动机车床的进给。我们的教科书建议,只要有可能,就应该只进行两次切削来确定直径:粗加工和精加工。
根据我的经验,至少要砍三刀。一种用于快速去除多余材料:粗切削,一种用于建立光洁度并允许刀具压力的切削,另一种用于精加工。
如果您整天都在剪线:日复一日。您可以将车床设置为仅进行两次切割。一次切割可去除除 0.002 或 0.003 以外的所有材料,最后一次切割可保持尺寸和光洁度。今天在一些商店里一直这样做。
您是否注意到,当您在车床上进行 0.001 到 0.002 的非常小的切削时,光洁度通常很差,而在您在此非常轻的切削之前进行的粗切削中,光洁度很好?这样做的原因是:在进行精切时需要一些工具压力。
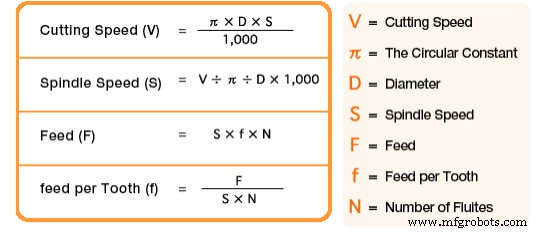
IPM =英寸/分钟
RPM =每分钟转数
饲料 =IPM
#T =刀具齿数
进给/齿 =材料允许的每齿切屑负载
切屑/齿 =材料允许的每齿进给量
进给率 =ChipTooth × #T × RPM
示例:材料 =铝制 3 英寸刀具,5 齿切屑负载 =0.018 每齿 RPM =3000 IPS =0.018 × 5 × 3000 =270 英寸每分钟
速度、进给和切削深度
1.切削速度定义为刀具切削工件时的速度(通常以英尺/分钟为单位)。
2. 进给率定义为主轴一转中刀具的移动距离。
3. 进给速度和切削速度决定材料去除率、功率要求和表面光洁度。
4.进给速度和切削速度主要取决于被切削的材料。此外,还应考虑切削深度、车床尺寸和状况、车床刚性等。
5. 大多数铝合金的粗切削(0.01 英寸至 0.03 英寸切削深度)以每分钟 0.005 英寸 (IPM) 至 0.02 IPM 的进给速率运行,而精切削(0.002 英寸至 0.012 英寸切削深度) ) 以 0.002 IPM 到 0.004 IPM 运行。
6、随着材料柔软度的降低,切割速度增加。此外,随着刀具材料的强度越来越高,切削速度也随之提高。
7. 请记住,每千分之一的切削深度,毛坯的直径就会减少千分之二。
钢 铁 铝 铅

图 1:根据工件材料硬度提高切削速度
碳钢 高速钢 硬质合金
图2:根据刀具硬度提高切削速度
切割速度:
车床工件切削速度可以定义为工件圆周上的点经过切削刀具的速率。切削速度始终以米每分钟 (m/min) 或英尺每分钟 (ft/min) 表示。行业要求尽可能快地执行加工操作;因此,当前的切割速度必须用于被切割材料的类型。如果切削速度太高,切削刀具刃口会迅速损坏,从而导致修复刀具的时间损失。如果切削速度太慢,则会浪费加工操作的时间,从而导致生产率低下。根据钢材和刀具制造商的研究和测试,如下车床切削速度表。下面列出的高速钢切削速度推荐用于有效的金属去除率。这些速度可能会略有变化,以改变诸如机器状况、工作材料类型以及金属中的沙子或硬点等因素。车床切削金属时应设置的转速如下:
在执行程序时确定车床的转速:
公式:RPM =(切削速度 x 4) / 直径
我们首先必须找到我们要加工的材料的推荐切削速度。
学习使用机械手册和其他相关资源来获取您需要的信息。
示例: 钻低碳钢时,3/8 英寸钻头应转动多快?
根据我们在课堂讲义中推荐的切割速度,对低碳钢使用 100 的切割速度。
(100 x 4) / .375 =1066 RPM
如果我们在车床上车削一个直径为 0.375 的低碳钢工件,转速会是多少?
RPM =100 X4 / 1.00 =400 RPM
六种材料的推荐切削速度(以 RPM 为单位)
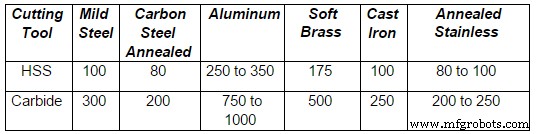
这些图表适用于 HSS 工具。如果使用硬质合金,速率可能会提高。
车床进给:
车床进给量是主轴每转一圈,刀具沿工件长度前进的距离。例如,如果车床的进给量设置为 0.020 英寸,则刀具每完成一次完整的转动,刀具将在工件的长度上移动 0.020 英寸。车床的进给取决于丝杠或进给杆的速度。速度由快换变速箱中的变速齿轮控制。
只要有可能,只应进行两次切割以进行直径切割。因为粗切的目的是快速去除多余的材料,表面光洁度不是太重要。应使用粗进给。精加工用于使直径达到尺寸并产生良好的表面光洁度,因此应使用精细进给。
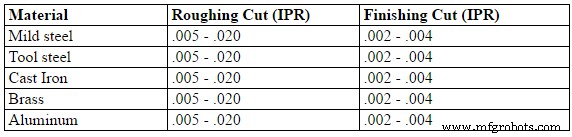
使用下表中列出的高速钢刀具时,切削各种材料的推荐进给量。对于通用加工,建议粗加工使用 0.005 – 0.020 英寸进给,精加工使用 0.012 到 0.004 英寸进给。
要选择合适的钻孔进给率,必须考虑几个因素。
1. 孔深——排屑
2. 材料类型——可加工性
3. 冷却液——洪水、雾气、刷子
4.钻头尺寸
5. 设置有多强?
6. 孔的光洁度和精度
车削进给率:
对于通用加工,粗加工时建议使用每转 0.005 – 0.020 英寸的进给率,精加工时使用每转 0.002 – 0.004 英寸的进给率。
各种材料进给(使用高速钢刀具)
在车床上设置速度:
车床设计用于在不同的主轴速度下运行,以加工不同的材料。速度以 RPM(每分钟转数)为单位测量,并由锥轮或齿轮水平改变。一台皮带驱动车床,通过改变平皮带和后齿轮传动来获得各种速度。根据固定在车床(主要在主轴箱上)的 RPM 图表,通过将速度杆移动到适当的位置来改变齿轮头车床的速度。在移动杠杆位置的同时,将一只手放在面板或卡盘上,然后用手慢慢形成面板。这将使用于啮合齿轮齿的杠杆不会发生碰撞。车床在配有变速驱动器的车床上运行时切勿改变速度,在机器运行时转动手柄转盘即可改变速度。
设置提要:
车床的进给量,或主轴旋转时托架将行进的距离,取决于进给杆或丝杠的速度。这是由快换变速箱中的变速齿轮控制的。这种快速更换变速箱从主轴箱主轴通过端齿轮系获得驱动。安装在快换齿轮箱前部的进给和螺纹表显示了各种进给和公制螺距或每英寸螺纹,可通过将杠杆设置到所示位置来获得。
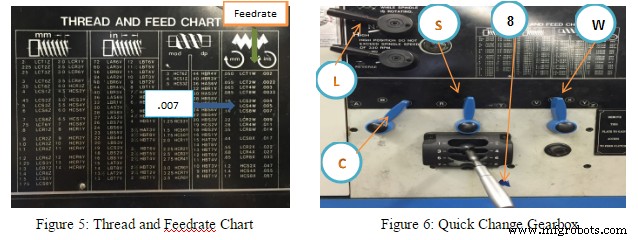
要设置 Acura 车床的进给率:
示例:
1.在图表上选择所需的进给速度(见图2)
2.选择联邦0.007-LCS8W(见图2)
3. L =选择高/低杆(见图 3)
4. C =选择进给范围并在此控制杆上更改为 C(见图 3)
5. S =选择进给范围并在此控制杆上更改为 S(见图 3)
6. 8 =选择 Gear Box 并在此杆上更改为 8(见图 3)
7.W =选择进给范围并在此杠杆上更改为 W(参见图 3)在打开车床之前,确保通过手动转动主轴箱主轴完全接合所有杠杆,并观察进给杆是否转动。
单元测试
1. 什么是 IMP 和 RPM?
2.进给率的计算公式是什么?
3. 如果我们使用 HSS 刀具车削直径为 1.00 英寸的低碳钢工件,转速会是多少?
4. 如果我们使用硬质合金刀具车削直径为 1.00 英寸的低碳钢工件,转速会是多少?
5. 碳钢切削速度和被端面工件直径为6.00”。找到正确的 RPM。
6. 中心钻有一个 1/8 英寸的钻头。找到正确的转速以使用碳钢。
7. 如果铝材的切割速度是 300 sfm,工件直径是 4.00”,那么转速是多少?
8. 什么是铝材粗加工和精加工联邦?
9、粗加工进给速度请按图5设置。
10.请按图5设置精切进给速度。
工业技术