

10 单元 5:攻丝
目标
完成本单元后,您应该能够:
• 描述攻丝过程。
• 确定攻丝的RPM。
• 描述填充和抛光。
• 描述先进的夹具。
点击
攻丝是在孔内切割螺纹的过程,以便可以将有头螺钉或螺栓拧入孔中。此外,它还用于在螺母上制作螺纹。
攻丝可以在车床上通过供电或手动完成。无论采用哪种方法,都必须用合适尺寸的丝锥钻钻孔,并在末端倒角。
敲击程序
良好做法
使用点击指南
丝锥导轨是制作可用的直丝锥的一个组成部分。使用车床或铣床时,丝锥已经笔直且居中。手动对齐丝锥时要小心,因为 90° 丝锥导向比人眼准确得多。
使用石油
在钻孔和攻丝时,使用石油至关重要。它可以防止钻头发出刺耳的声音,使切割更顺畅,清除切屑,并防止钻头和库存过热。
啄食
啄有助于确保在使用钻头钻孔或攻丝时钻头不会过热和断裂。啄钻包括在零件中钻孔,然后将其缩回以去除切屑,同时让零件冷却。将手柄旋转一圈然后再旋转半圈是常见的做法。每当钻头或丝锥退出时,尽可能多地去除切屑,并在钻头或丝锥与工件之间的表面上加油。手动攻丝程序 1. 从图表中选择钻孔尺寸。选择水龙头尺寸时,首先要查看此图表
手动敲击程序
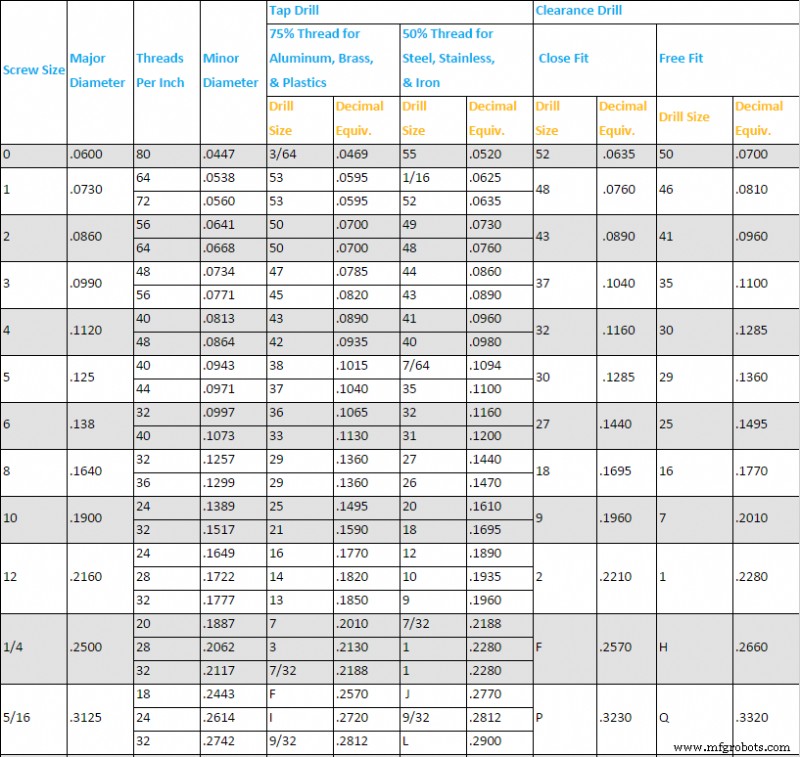
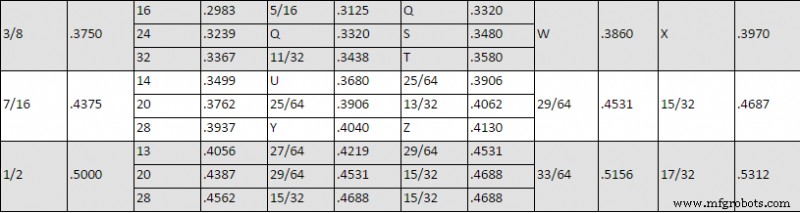
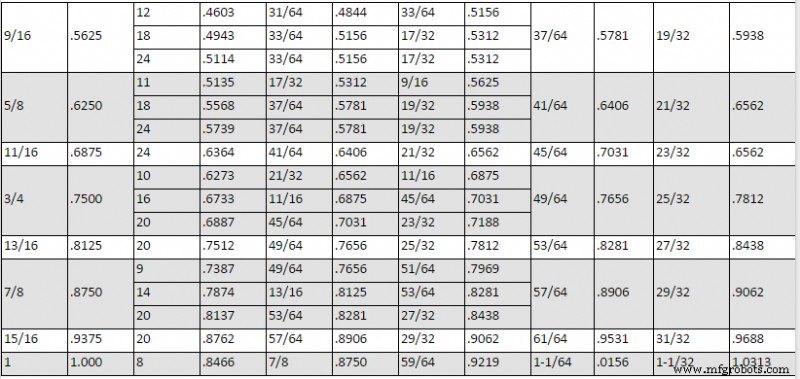
1。从图表中选择钻孔尺寸。
选择抽头尺寸时,首先要查看此图表。
攻丝和间隙钻头尺寸
2。如有必要,在攻丝前为孔添加倒角。 倒角和埋头孔是螺钉有时需要的附加特征。为获得最佳效果,主轴转速应在 150 到 250 rpm 之间。
3。获取点击指南。 孔现在可以攻丝了。为此,请使用手动铣床附近的丝锥和导向块。导向块将有几个孔用于不同尺寸的丝锥。选择最接近正在使用的丝锥尺寸的一个,并将其放在钻孔上。
4。点按方块。 使用丝锥扳手啄丝锥。将扳手完全向内转动,然后向外转动一半,同时轻轻施加压力。啄击到所需的深度。
5。完成点击。 如果水龙头没有继续前进或已达到所需深度,请释放水龙头上的压力;它可能已经触底。从孔中取出水龙头。
再施加压力可能会破坏水龙头。水龙头越小,越容易折断。
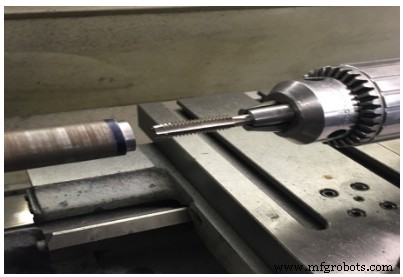
图 1. 点击
车床攻丝工序
程序:
1. 将工件安装在卡盘上。
2. 面钻和中心钻。
3. 为要使用的丝锥选择合适的丝锥钻头。
4. 示例:¼ – 20 unc 使用 #7 钻头。
5. 将车床设置到适当的速度,然后用丝锥钻到所需的深度。使用大量切削液。
6、注意:用车床动力攻丝时工件会转动。使用非常慢的主轴速度。 (40 到 60 rpm) 和大量的切削液。
7. 倒角孔的边缘。
在车床上锉削
工件应仅在车床中填充以去除少量原料,以去除烧伤或磨圆尖角。如果要修整表面,工件应始终转动到大约 0.002 到 0.003 英寸的尺寸。上车时,左手握住锉柄,以免受伤,使手臂和手远离旋转夹头。
程序:
1. 将主轴转速设置为车削时的两倍左右。
2、将工件装在卡盘上,润滑,调整工件的死点。
3. 尽可能将小车移至右侧,并拆下刀架(如果需要)
4. 松开丝杆和进给杆。
5.选择要使用的文件。
6.启动车床。
7.左手握住文件柄,右手手指托住文件点。
8. 施加轻微压力并将锉刀向前推至全长。释放返利压力。
9. 每次划动锉刀大约锉刀宽度的一半,然后继续锉,每分钟划30到40次,直到表面完成。
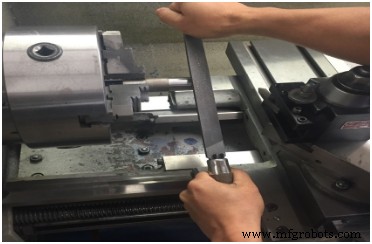
图2.归档
在车床上锉削时,应注意以下安全事项。
• 卷起袖子。
• 不要使用没有正确安装手柄的文件。
• 取下手表和戒指。
• 不要对文件施加太大压力。
• 经常用文件刷清理文件。用少许粉笔在锉齿上擦,防止堵塞,便于清洁。
在车床上抛光
工件修整后,可用砂布打磨,提高光洁度。
程序:
1. 选择砂布的收集类型和等级,对于所需的光洁度,使用大约 6 到 8 英寸长和 1 英寸宽的一块。
2.将车床设置为高速运转(约800-1000转/分)。
3. 松开进给杆和丝杠。
4、润滑调整死点。
5.启动车床。
6. 将砂布放在工件上。
7. 右手将砂布用力压在工件上,左手紧握砂布的另一端。
8. 沿着工件慢慢来回移动布料。

图 3. 抛光
在车床上抛光时,应注意以下安全事项:
1. 卷起袖子。
2. 把宽松的衣服掖好
对于普通饰面,使用 80 到 100 粒度的砂布。为了获得更好的光洁度,请使用更细的砂布。
高级工件夹具
有些零件可能不规则,需要专门的工具在加工前正确固定。
1. 对毛坯的整个外径进行切削时,不能将零件放入夹头或夹头中。
2. 有孔的零件应压在车床心轴(锥形轴)上,然后夹紧在心轴上,而不是零件本身。
3. 如果孔太大,使用车床心轴将无法充分支撑工件。取而代之的是,使用外钳夹住零件的内径。
4. 几何形状复杂的零件可能需要安装在面板上,然后再安装到主轴上。
车床夹持:
下表提供了在车床上夹持工件的不同方式的优缺点的快速比较:
| 方法 | 精度 | 重复性 | 方便 | 备注 |
| 夹头 | 高 | 高 | 高 | 速度快、精度高、重复精度高、夹持力好、不易损坏工件、夹持范围广。昂贵的夹头和夹头。处理有限的长度。工件必须是圆形的,并且必须几乎完全适合夹头尺寸。 |
| 带软爪的三爪卡盘 | 高 | 高 | 高 | 对于较大的工件,带软爪的 3 爪卡盘是 CNC 世界的标准。 |
| 带硬爪的 3 爪自定心卡盘 | 低 | 低 | 高 | 普通、便宜、简单。如果您将工件移除并必须将其放回,则精度低,重复性低。 |
| 四爪卡盘 | 高 | 高 | 中等 | 单独调整钳口可能很耗时,但会产生高精度。可以保持零件偏移以转动凸轮或偏心轮。可以容纳不规则形状和方形或矩形的股票。 |
| 六爪自定心卡盘 | 中等 | 中等 | 高 | 最适合薄壁工作或夹持工件的成品边缘。显然适合六角股票。 |
| 面板车削 | 因设置而异 | 中等 | 低 | 非常适合不规则形状。涉及夹具,如铣削装置。可能需要配重来保持平衡。 |
| 在中心之间转弯 | 高 | 高 | 低 | 高精度,允许零件以非常高的重复性放回中心之间。 |
| 恒面车削 | 高 | 高 | 高 | 在中心之间转向的现代替代方案。恒面系统不使用设置起来有点麻烦的车床卡爪,而是使用液压或其他力来夹持和驱动主轴端。 |
| 膨胀乔木 | 高 | 高 | 高 | 这些是由内而外而不是由外而内工作,但在其他方面很像夹头。 |
方法 描述要使用的特定技术或工具。
精度 描述工件的夹持精度,或在进行任何切割之前它与主轴运行的接近同心度。
可重复性 描述了将工件取出然后再精确地重新放入是多么容易。
单元测试
1. ½ -20 丝锥使用什么钻头尺寸?
2、倒角的目的是什么?
3. 什么是点击的最佳RPM?
4. 锉刀设置的主轴转速是多少?
5、抛光的目的是什么?
6. 普通饰面用什么砂布最好?
7、三爪卡盘最适合什么类型的工作?
8、三爪卡盘有什么特点?
9. 解释三爪卡盘和四爪卡盘的区别。
10、收集夹头的优缺点是什么?
工业技术