

单簧管
背景
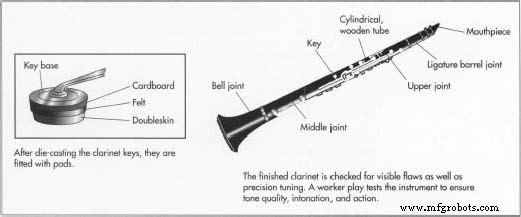
单簧管是一种用一根簧片演奏的木管乐器。单簧管有许多不同的尺寸,具有不同的音高范围。尽管有十几种不同的现代单簧管类型,但管弦乐队和乐队中最常用的单簧管是降 B 型和 A 型单簧管。低音单簧管比标准单簧管大得多,并具有向上弯曲的铃铛,也经常用于现代乐队和管弦乐队。标准单簧管由五个部分组成 - 吹嘴、枪管或调音座、上(或左手)接头、下(或右手)接头和铃铛。在演奏乐器之前,必须将一根细的、扁平的、特殊形状的称为芦苇的手杖插入吹嘴。当演奏者在金属琴键上移动他的手指时,会产生不同的音符,金属琴键打开和关闭单簧管身体上的气孔。
历史
早在公元前 3000 年,埃及就开始使用一种类似于单簧管的乐器——用一根芦苇弹奏的圆柱形甘蔗管。 这种类型的乐器在近东使用到现代,其他单簧管原型在西班牙、东欧部分地区和撒丁岛演奏。十八世纪在威尔士发现的一种民间乐器,称为 hompipe 或 pibgorn,与希腊和中东的单簧管乐器非常相似,但它是由骨头或接骨木制成的。从中世纪一直到 17 世纪,这种单簧管乐器在整个欧洲都有演奏,但它们几乎完全是农民或民间乐器。
现代单簧管似乎是在 1690 年左右由纽伦堡乐器制造商约翰·克里斯托夫·丹纳 (Johann Cristoph Denner) 发明的。丹纳 (Denner) 是著名的录音机、长笛、双簧管和巴松管制造商。他早期的单簧管(这个词是意大利语中小号的缩写, clarino) 看起来很像录音机,由三部分组成,并增加了两个用于关闭孔的钥匙。带有喇叭口的单簧管,就像现代单簧管一样,可能是丹纳的儿子制造的。很快就在 18 世纪著名作曲家(包括亨德尔、格鲁克和泰勒曼)的音乐中发现了为单簧管配乐的部分。早期的单簧管通常由黄杨木制成,偶尔也用李子或梨木制成。很少,它们由象牙制成,有些使用乌木喉舌。
到十八世纪末,单簧管的设计得到了改进。两个键让位于五个或六个,为乐器提供了更多的音高控制。作曲家和演奏家表演者开始利用单簧管的信号特征之一,其多功能的动态范围,从轻柔的耳语到响亮的穿透力。莫扎特于 1791 年为单簧管创作了一首协奏曲,这表明他意识到它作为独奏乐器的可能性。到 1800 年,大多数管弦乐队都配备了单簧管。单簧管在 19 世纪得到进一步发展。它的音准通过重新排列孔得到改善,增加了更多的键,并扩展了乐器的音域。艺术大师在欧洲巡回演出,影响了斯波尔和韦伯等作曲家,创作了单簧管协奏曲和室内乐作品。乐器继续由黄杨木制成,但制造商也尝试使用银和黄铜。一些单簧管是用椰子木制成的,这是一种主要在牙买加发现的热带木材。 19 世纪中叶,法国制造商开始用乌木制作单簧管,乌木是一种来自非洲的沉重的深色木材。但渐渐地,首选材料变成了非洲黑木,它类似于乌木,但没有那么重和脆。
1850 年以后制造的单簧管在尺寸和形状上与现代单簧管基本相同。 19 世纪的制造商对不同的琴键和指法系统进行了广泛的试验,今天有两种主要的琴键系统在使用。简单或阿尔伯特系统主要用于德语国家。 Bohm 系统比 Albert 拥有更多的键,并且是世界上大多数其他地区的标准配置。
原材料
大多数现代单簧管琴身由非洲黑木(黑木黄檀)制成。 非洲黑木属实际上有许多不同的树种,例如黑檀、莫桑比克乌木、石榴树和东非乌木。正是这种沉重的深色木材赋予了单簧管特有的色彩。为学生设计的廉价单簧管可能由人造树脂制成。偶尔,单簧管由银或黄铜制成。单簧管吹嘴由一种称为硬橡胶的硬橡胶制成。钥匙通常由称为德国银的合金制成。它由铜、锌和镍制成。它看起来像纯银,但不会变色。一些精美的乐器可能是用纯银钥匙制作的,而昂贵的型号则是用镀金钥匙制作的。键盘需要纸板和毛毡或皮革。芦苇是由甘蔗制成的。单簧管中使用的其他材料是软木和蜡,用于衬里接头,以及用于结扎的金属(例如银或更便宜的合金)、将簧片固定到位的螺丝夹以及用于工作的弹簧机构的不锈钢键。
制造
过程
准备身体
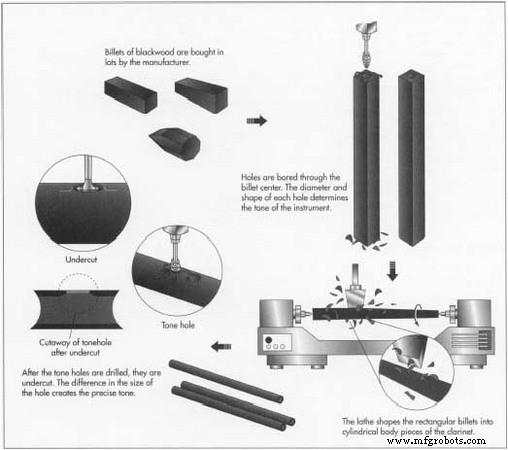
- 1 当采伐木材用于制作单簧管时,原木被锯成 3-4 英尺(1-1.2 米)长。原木必须经过调味,以防止以后翘曲。它们可以通过在露天保存数月来调味,也可以在窑中干燥。然后将原木劈开并锯成接近单簧管主体部分(上下接头、桶和钟)的长度。身体部分看起来像狭窄的矩形块,桶的部分雕刻成粗糙的金字塔形状。这些零件称为坯料。制造商批量购买坯料,然后从这些粗加工的形状开始制造过程。
-
2 制造商收到坯料后,工人检查批次。然后熟练的工人将钢坯放在钻孔机上,钻孔机在每块的中心纵向钻一个孔。这个孔的直径和形状,称为单簧管的孔,对于确定乐器的音调至关重要。钻孔可以在直圆柱体中钻孔,或者圆柱体可以稍微变细。钻孔后,车身件在车床上车削。矩形坯料变成光滑的圆形空心圆柱体。然后再次对这些钢瓶进行调味。
粗块经过第二次调味后,将它们缩小到成品尺寸。这些零件在车床上车削并修剪成极其精确的直径。车身部件相互配合的接头在外部完成后转动。孔可以更精确地铰孔,然后在内部抛光。然后接缝涂上黑色染料。
塑料模型
-
3 塑料制单簧管的琴身部件是通过注塑成型生产的。塑料颗粒被熔化并在压力下被压入模具。单簧管主体部件的模具生产空心圆柱体。在某些情况下,模具非常精确,以至于这些气缸不需要任何额外的铰孔。或者它们可以像木制单簧管一样被铰孔和抛光。
以下步骤适用于木制和塑料模型。
钻音孔
- 4 接下来,制作者钻出演奏者手指覆盖的音孔以制作不同的音符。批量生产的单簧管最常用的方法是将琴体放入放线机中。这是一张桌子,可将工件固定在立式钻头下的支架上。这些孔以指定的距离和精确的直径钻孔。孔的准确尺寸会影响乐器的调音,在乐器接近完成后可能会调整孔。并非每个孔的大小都相同,制造商可能必须为每个孔插入不同的钻头。外面的孔比里面的小,为了达到它们的精确形状,在钻孔后,它们被底切。单簧管制造商使用放置在音孔中的小喇叭工具来扩大孔的下侧。在音孔旁边,还钻有用于固定键机构的小孔。
键的构造
-
5 早期的单簧管是用手工锻造的琴键制成的。现代方法通常是压铸。熔融合金(通常是德国银)在压力下被压入钢模中。在该方法中可以将一组连接的密钥制成一个。或者,个别的钥匙可能会被戳掉
 有两种主要的单簧管键系统在使用。简单或阿尔伯特系统主要用于德语国家。 Bohm 系统比 Albert 拥有更多的键,并且是世界上大多数其他地区的标准配置。通过重型冲压机,然后修剪。然后将这些单独的键用银焊料焊接在一起以形成连接的组。接下来,钥匙被抛光。廉价型号的钥匙可以放在翻滚机中,在转鼓中摩擦和搅拌颗粒,抛光碎片。更昂贵的钥匙可以靠着抛光机的旋转轮单独抛光。有些键可能会镀银,然后抛光。
有两种主要的单簧管键系统在使用。简单或阿尔伯特系统主要用于德语国家。 Bohm 系统比 Albert 拥有更多的键,并且是世界上大多数其他地区的标准配置。通过重型冲压机,然后修剪。然后将这些单独的键用银焊料焊接在一起以形成连接的组。接下来,钥匙被抛光。廉价型号的钥匙可以放在翻滚机中,在转鼓中摩擦和搅拌颗粒,抛光碎片。更昂贵的钥匙可以靠着抛光机的旋转轮单独抛光。有些键可能会镀银,然后抛光。 - 6 然后在按键上安装衬垫。垫子通常由多层制成——纸板、毛毡、皮肤或皮革。圆形垫被冲压或切割,然后工人用手将它们粘在钥匙的头部。这将消除演奏乐器时音孔关闭的声音。
- 7 钥匙被钻孔,然后装上弹簧,使它们保持打开或关闭。这些弹簧由细钢丝制成。
安装键
- 8 钥匙安装在称为柱子的小柱子上。柱子首先设置在先前为它们钻的孔中。在许多型号中,立柱带有螺纹,可以简单地用手拧入。使用非常小的钻头,然后在柱子上钻出小孔以固定针簧。然后将钥匙用不锈钢铰链杆拧入柱子中。组装者使用精细的螺丝刀、钳子和小皮槌来安装按键并调整弹簧动作。组装人员还会检查音孔是否被键盘完全覆盖,在键盘的每一侧插入一个小拨片。垫子可能需要调整或重置,或者组装者可能会暂时夹住钥匙,以设置折痕以获得完美的气密闭合。
整理
- 9 琴身的接缝处衬有软木并上蜡,使琴身能顺利嵌合。机身部件的末端装有装饰性金属环,枪管底部也是如此。枪管通常压印着制造商的名字。由硬橡胶单独制造的吹嘴安装在乐器上。插入簧片后,可以第一次演奏乐器。
质量控制
单簧管完全组装后,工人检查乐器是否有视觉缺陷,检查琴键的动作,然后进行演奏测试。通过演奏,工人可以注意到新乐器的音质、音调和动作。
应检查成品单簧管的精确调音。单簧管的声音自然应为每秒 440 次,其他音符与此一致。如果乐器是根据标准型号制造的,注意孔和音孔的精确直径,它应该会自动调音。可以用电子调音器进行测试,如有必要,可以通过更多的铰孔扩大音孔的直径。如果音孔太大(产生扁平的音符),它们可能会填充一层虫胶。
单簧管的木头不能开裂,琴键的动作要平稳,不要太大声。理想情况下,仪器应能使用数十年而不会翘曲、破裂或出现任何严重缺陷。
未来
单簧管制造本身是一个相当保守的行业,依赖于手工完成大量工作的高技能工匠。单簧管设计的大部分创新现在已有 100 年的历史。然而,一个仍在不断变化的领域是单簧管簧片的制造。据说最好的芦苇来自法国种植的一种甘蔗,但一些球员和制造商正在试验生长在加利福尼亚的野生甘蔗。最近还开发了合成芦苇,并且正在进行更多研究以改进它们。随着天然藤条的来源减少,整体质量不高,合成芦苇可能是未来大多数单簧管演奏者使用的。
制造工艺