

线材和线材轧机
线材和线材轧机
钢线材是钢铁行业的核心产品,用途广泛,是全能型人才。它们被用作紧固件、弹簧、轴承、钢丝绳、链条、电缆、金属丝网、铁丝网、轮胎帘线、铁路枕木的加固材料以及许多其他用途。它们用于汽车工业、化学工业、发电站和机械工程所需的部件。与冷轧板、厚板、管材、型材和其他钢材不同,线材很少用作最终产品的热轧,但它们经过一个或多个阶段后加工成机器零件,例如在专业工厂进行热处理、锻造和拉丝。线材通常在进行二次加工中的锻造或其他成型操作之前被拉制成特定的直径。在许多情况下,在进行这些成型操作之前,盘条的尺寸应小于可作为轧制供应的最小尺寸 5.5 毫米。
通常,每种线材产品的开发都充分注意其在后加工阶段的行为。钢厂对线材的要求是良好的加工性能和加工后所需性能的满足。此外,由于后加工的成本有时是线材价格的数倍,因此降低从钢材到最终产品的总综合制造成本变得越来越重要。
还进行热机械处理(线材轧机生产建筑施工基本所需的6mm、8mm和10mm钢筋。
以下是线材产品的一般特征。
- 产品等级多种多样,从用于一般应用的标准化普通等级到用于高端应用的高质量等级,其规格为每个客户单独定义,主要用于汽车和其他制造业。
- 汽车发动机、传动系统和底盘等安全相关应用的高端产品通常用作功能材料,因此需要具有高强度和长疲劳寿命等高要求性能。
- 线材钢产品是半成品,很少用作热轧,经过锻造、热处理、机加工等二次甚至三元加工后制成最终产品。
- 使用它们的最终工业产品在国际市场上面临激烈的竞争。
- 要求使用它们的工业产品在整个生命周期内尽量减少对全球环境的负荷。
考虑到上述情况,在开发新的盘条钢产品时,需要注意以下几个重要问题。
- 是否可以消除或简化一种或多种二次和三元加工以提高生产力并降低制造成本
- 新产品是否改进了功能、延长使用寿命、减轻重量或为使用它的最终产品带来其他优势
- 是否有可能消除对环境有害的物质
这些要求并不总是相互兼容,重要的是在充分了解加工阶段的操作条件、使用线材的最终产品的使用条件和特性等的基础上进行开发步骤.
线材用于广泛的工业领域。因此,它们必须满足给定的性能组合,例如强度、延展性、冷成型性、拉延性和淬透性。此外,当前市场要求线材具有一些额外的特性,即 (i) 超精密尺寸公差和椭圆度,(ii) 较低的氧化皮损失,(iii) 负公差(以截面重量计),(iv) 无变化线材整个长度的尺寸,(v) 统一的物理性能,以及 (vi) 统一的重量,前、中、后端之间的标称变化。
如今,线材质量变得越来越重要。对于线材的许多应用,重要的是线材表面不得有任何痕迹、划痕、外壳、裂纹、溢料和氧化物颗粒。
轧制后线材全长的质量保证既费时又费力,因此,轧制前材料的钢坯质量控制非常重要。钢坯通常通过自动磁通量检测设备进行检测,并进行表面缺陷的去除。
由于线材的要求种类繁多,线材轧机的设计通常考虑到多功能性。线材轧机需要可靠的设备、工艺一致性、生产灵活性和最小化浪费。此外,所有尺寸范围、材料和合金都需要在线材轧机中以高生产率进行有效轧制。该工厂将通过流程优化、停机时间最小化和生产阶段的无缝连接来最大限度地提高生产力。需要优化轧机的复杂轧机布局,以确保每个工艺步骤所需的时间、所需的温度曲线和有效的转移区域。进一步的快速转换是工厂灵活性的关键。工厂将能够转换到下一个订单,同时仍在处理当前订单,并将生产线从一种产品更改为另一种产品,几乎没有停机时间。 40万吨/年线材轧机典型布置如图1所示。
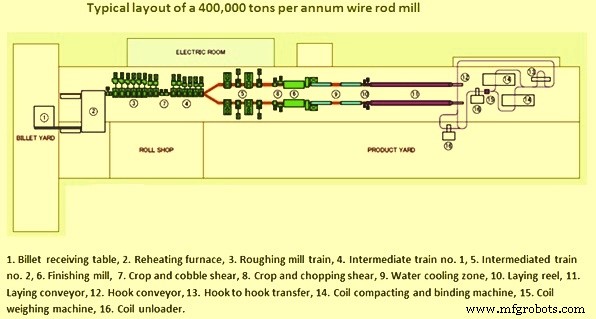
图 1 线材轧机的典型布局
此外,线材轧机必须能够通过设计用于承受高负荷和不断变化的温度要求的轧机机架实现非常高的精度。工艺技术、机械设备、电气元件和自动化功能的结合是轧机设计的一个关键方面。这些共同为线材产品的所需质量提供了广泛的工艺条件。此外,工厂必须针对成本进行优化。成本优化有很多方面,包括过程控制产量最大化、停机时间减少和维护成本控制。
为了进一步满足所需的要求,用于轧制线材的钢可能需要足够的合金元素,这些合金元素可以在热轧过程中给予奥氏体强化,并且由于轧制杆材硬度的增加,冷镦成形性和拉拔极限都会下降.因此,为了软化热轧线材,进行昂贵的热处理(例如退火)。为了降低生产成本,通过简化整个过程,采用在线控制冷却系统,但还需要进一步改进以满足客户的需求。线材生产商已经转向采用在线热处理以及基于张力控制和 AGC(自动轨距控制)的精密轧制技术的更复杂的棒材产品。钢坯的均匀加热和热轧过程中的张力控制通常用于达到所需的尺寸精度,因为在实践中,传统线材轧机很难在较长的生产周期内保证更小的公差。
在线材轧机中,通常使用带凹槽的轧辊。中间轧机中常见的凹槽顺序是“方形椭圆形”和“假圆(圆)椭圆形”。在粗轧机上游使用“菱形”、“菱形”和“箱形槽”序列也很普遍。还有其他类型的通行证设计。摩根获得专利的椭圆-圆形-圆形-圆形轧辊道次序列专为高减量轧制和正火和热机械加工而设计,同时提高表面质量和延长轧辊寿命。辊道设计是为了确保线材的高产量和足够的质量,这对于控制生产成本至关重要。
为了提高生产率,线材轧机通常专注于最大限度地减少轧机的停机时间。当要制造新的最终尺寸和新的钢种和形状时,通常可以通过减少更换轧辊的时间和需求来提高这种关注的有效性。这是通过提高工作范围来实现的,也称为系列的灵活性。当轧制大量具有不同形状和尺寸的不同钢种时,轧制计划的变化最小,就可以提高灵活性。每个钢种在通过辊缝时都有其特定的材料流动方式,例如不同的扩散方式。此外,根据实际钢种,需要减少启动时间和等待正确轧制温度的时间。然而,当要轧制多种等级时,不同的加热循环仍然会导致停机时间过长。为了满足当今小批量、多品种钢材的市场需求,现代棒磨机展现出高度的灵活性已成为必然。
线材生产技术的进步(例如机架间冷却、在常规精轧后增加定径设备、改进的控制冷却设施)允许引入精密轧制以及热机械控制工艺(TMCP),扩大低范围和中碳钢线材,以及适用于简化生产路线或直接加工的线材的制造。
通过高精度轧制技术,除了提高产品尺寸(公差)外,还可以实现低精轧温度。紧凑型定径轧机在精轧块后的位置不仅有利于提高生产率,而且有利于改善冶金性能。低温轧制产品的能力使得可以利用热机械轧制在晶粒细化方面的优势,以增加延展性并缩短后续热处理过程。
然而,在热机械过程中需要考虑几个参数。这些是(i)轧制设备的位置,(ii)水冷的位置,(iii)轧制速度和(iv)精轧温度。
例如,在现有的线材轧机中引入小块有助于将终轧温度降低到 950 摄氏度以下,而现有的线材轧机在分离力和功率方面存在限制,因此终轧温度高于 1000 摄氏度。然而无捻轧机和定径轧机之间必须有足够的距离,以便使用水冷来降低轧件温度。定径机的位置很重要,以便在最终还原之前有时间控制棒材冷却和均衡,从而降低棒芯过热的风险。这对于在高精加工温度下对晶粒粗化敏感的特殊钢至关重要。
还需要应变和精加工温度的关键组合来促进均匀的微观结构。静态和超动态再结晶过程强烈依赖于温度和累积应变。在棒定径过程中,如果没有足够量的应变,要么不能充分促进再结晶过程,要么会产生少量的再结晶位点。因此,会出现局部粗粒。
线材热机械加工的引入导致更高的精加工速度和更细的奥氏体晶粒尺寸。结果是由于不同的转变行为和缠绕重叠(线圈在环路层处堆积),沿输送机将使用不同的冷却模式。在这方面,能够预测线材热轧和控制冷却过程中奥氏体演化的数学模型,可以有效地与现有的工厂和技术数据一起用于预测工厂配置、轧制和冷却实践对演化和均匀性的影响线材显微组织的研究。
卓越的冶金性能
线材异径定径机位于精轧机组和吐丝机之间,水冷和均化区提供受控的入口温度,可低至 750 摄氏度,以实现细晶粒组织。由此产生的改进性能可以减少或消除昂贵的下游退火工艺。如下所示,各种钢种都可以从低温轧制中受益。
- 在冷镦磨损棒材的情况下,其好处包括需要减少剥落,从而减少损失。对于某些不锈钢和钛级产品,剥离、材料损失可减少多达 30%。此外,改进的成型性和出色的公差可以为螺栓制造等下游工艺节省高达 50% 的废料。
- 如果是弹簧钢盘条,其好处包括减少马氏体的形成,特别是在小直径盘条中。同样在此类线材中,对频繁的预拉热处理的要求较低。
- 如果是电极质量的线材,其好处包括可实现更好的拉拔性和更细的晶粒尺寸,从而抑制马氏体的形成。
- 在轴承钢优质线材的情况下,好处包括形成伪球化显微组织,碳化物细小、分散良好。它还避免了大多数下游球化退火,从而完全消除或减少了保温温度和时间。它还会降低淬透性,从而消除马氏体的形成。
- 对于拉丝质量的线材,通过异径定径机在低温下加工可以为下游拉丝厂提供多种优势。这些是 (i) 更好的机械除氧化皮,氧化皮的均匀断裂,减少棒材表面的马氏体并减少断线,(ii) 由于出色的尺寸公差和椭圆度,提高了拉伸均匀性,(iii) 增加了模具寿命,更好的润滑和均匀的牵伸,以及 (iv) 通过自由尺寸轧制优化了非标准杆尺寸的模具配置。
今天的许多线材轧机都有在线量规测量系统和在线间隙调整程序。这些系统可以在第一根轧制线材上确定尺寸并完全控制轧制,而无需轧制试验棒材。
在线材轧机中检测表面缺陷的传统方法很粗糙,包括蚀刻和锉削、镦粗测试、目视测试等。但考虑到高速现代线材轧机生产的材料数量和质量控制人员必须工作的恶劣环境。热轧线材产品的消费者总是要求更好的表面质量。提高出货产品质量的努力必然会从单纯的检查转向过程改进。
隐藏在熔化和轧制过程中的是表面缺陷的潜在来源。找到它们需要独创性。任何熟悉流程改进的人都知道良好响应变量的重要性,通过该变量可以可靠地衡量流程变更的影响。
当没有明确的方法来衡量变化的结果时,调整过程变量并没有什么好处,而且经常有很大的危害。鉴于上述轧机条件,表面质量的响应变量一直难以捉摸,但在线涡流表面检测系统已显示出前景。这是当今唯一可以在潜在生产问题导致严重质量和材料损失之前检测它们的方法。该方法还可以对轧制产品进行可靠的探伤。它已被证明是一种非常有用的设备,可用于发现热轧盘条上的多种表面缺陷。目前尚不清楚它是否可以检测到紧密卷曲的接缝。然而,更令人印象深刻的是它能够指示生产线圈的过程中故意或计划外变化的影响。
制造工艺