

杀死立铣刀的 8 种方法
运行过快或过慢都会影响刀具寿命
为您的工具和操作确定正确的速度和进给量可能是一个复杂的过程,但在开始运行机器之前了解理想速度 (RPM) 是必要的,以确保适当的工具寿命。刀具运行速度过快会导致芯片尺寸不够理想,甚至会导致灾难性的刀具故障。相反,低 RPM 会导致变形、光洁度差或只是降低金属去除率。如果您不确定适合您工作的理想 RPM,请联系工具制造商。
喂得太少或太多
速度和进给的另一个关键方面是工作的最佳进给速度因工具类型和工件材料而异。如果您以太慢的进给速度运行您的刀具,您将面临重新切屑和加速刀具磨损的风险。如果您以太快的进给速度运行您的工具,您可能会导致工具断裂。对于微型工具尤其如此。
使用传统粗加工

虽然传统的粗加工有时是必要的或最佳的,但它通常不如高效铣削 (HEM)。 HEM 是一种粗加工技术,它使用较低的径向切削深度 (RDOC) 和较高的轴向切削深度 (ADOC)。这样可以将磨损均匀地分布在切削刃上,散发热量,并减少刀具故障的机会。除了显着延长刀具寿命外,HEM 还可以产生更好的光洁度和更高的金属去除率,从而全面提升您车间的效率。
使用不正确的刀具夹持及其对刀具寿命的影响
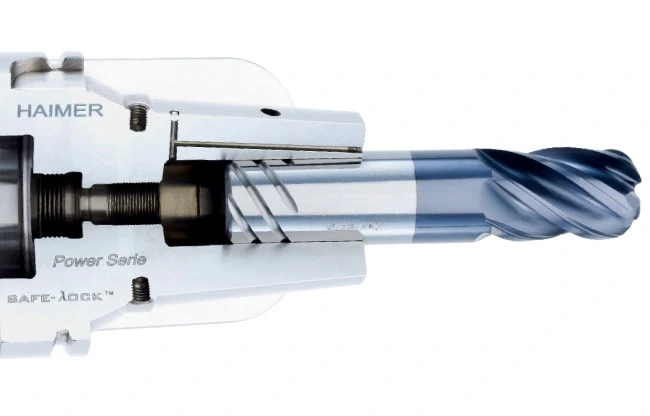
正确的运行参数对次优工具夹持情况的影响较小。机器与工具连接不良会导致工具跳动、拉出和零件报废。一般来说,刀柄与刀柄的接触点越多,连接就越牢固。与机械拧紧方法相比,液压和热缩配合刀柄提供更高的性能,某些刀柄修改也是如此,例如 Helical 的 ToughGRIP 刀柄和 Haimer Safe-Lock™。
不使用可变螺旋/螺距几何
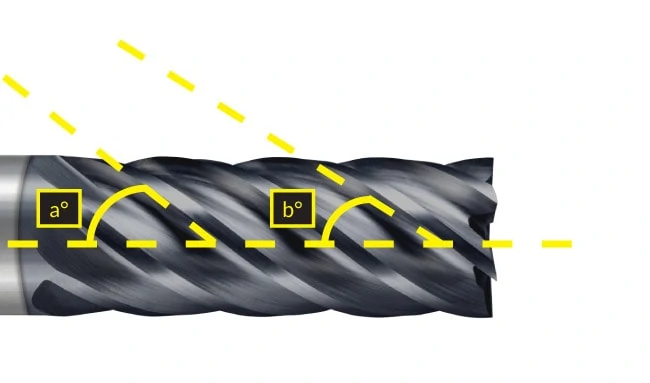
各种高性能立铣刀、可变螺旋或可变螺距几何形状的一个特征是对标准立铣刀几何形状的细微改变。这种几何特征确保切削刃与工件接触之间的时间间隔是变化的,而不是与每次刀具旋转同时发生。这种变化通过减少谐波来最大限度地减少颤振,从而延长刀具寿命并产生卓越的结果。
选择错误的涂层会磨损刀具寿命

尽管价格稍贵,但针对工件材料优化涂层的工具可以发挥重要作用。许多涂层增加了润滑性,减缓了工具的自然磨损,而其他涂层则增加了硬度和耐磨性。然而,并非所有涂层都适用于所有材料,并且区别在黑色金属和有色金属材料中最为明显。例如,氮化铝钛 (AlTiN) 涂层可提高黑色金属材料的硬度和耐温性,但对铝具有高亲和力,从而导致工件粘附在切削工具上。另一方面,二硼化钛 (TiB2) 涂层与铝的亲和力极低,可防止切削刃堆积和切屑堆积,并延长刀具寿命。
使用较长的切割长度
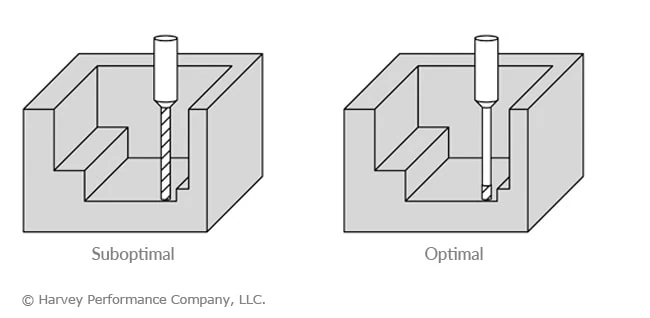
虽然长切削长度 (LOC) 对于某些工作是绝对必要的,尤其是在精加工操作中,但它会降低切削刀具的刚性和强度。作为一般规则,工具的 LOC 只应尽可能长,以确保工具尽可能多地保留其原始基材。刀具的 LOC 越长,就越容易发生变形,进而降低刀具的有效寿命并增加断裂的机会。
免费资源:立即下载 50 多页的高效铣削 (HEM) 指南
选择错误的长笛数量
尽管看起来很简单,但刀具的刃数对其性能和运行参数有直接且显着的影响。具有低刃数(2 到 3 个)的工具具有更大的刃谷和更小的芯部。与 LOC 一样,切削工具上剩余的基材越少,它就越脆弱,刚性越低。具有高刃数(5 个或更多)的工具自然具有更大的核心。然而,长笛数量多并不总是更好。较低的槽数通常用于铝和有色金属材料,部分原因是这些材料的柔软性允许更大的灵活性以提高金属去除率,还因为它们的切屑特性。有色金属材料通常会产生更长、更细的切屑,而较少的刃数有助于减少切屑。对于较硬的黑色金属材料,通常需要更高的排屑数刀具,这既是为了提高强度,又是因为这些材料通常会产生更小的切屑,因此切屑再切削的问题不大。
数控机床