

14 个经过验证的设计技巧可降低 CNC 加工成本
在计算机数控 (CNC) 加工中,无论是要创建单个原型还是进行大规模生产,主要优先事项往往是降低制造成本。幸运的是,设计决策可以帮助降低价格。只需遵循可加工性规则的设计,您就可以制造出价格合理且仍符合功能设计要求的零件。
本文提供了广泛的技巧来帮助优化您的设计。我们首先研究导致 CNC 加工成本上升的因素。然后,我们提供全面的指南,提供经过验证的设计技巧,以降低您的项目成本。
CNC加工成本是多少?
CNC加工零件的报价由以下因素决定:
-
加工时间 :零件加工时间越长,成本越高。加工时间通常是 CNC 的主要成本驱动因素,特别是对于简单的设计错误会损害规模经济的大规模生产。
-
启动成本: 与计算机辅助设计 (CAD) 文件准备和流程规划相关,启动成本对于小批量产品来说非常重要。幸运的是,它们也是固定的。如果设计和表面光洁度适合成本缩放,您可以通过应用规模经济来降低单价 原则。
-
其他制造成本: 要定义严格的公差或设计具有 CNC 加工困难的特征(例如非常薄的壁)的零件,您可能需要特殊的工具、更严格的质量控制以及在较低加工速度下的更多加工步骤。这也会影响总制造时间和成本。
-
材料成本: 散装材料的价格和材料加工的难易程度极大地影响了 CNC 的总体成本。在仔细考虑材料的同时优化设计可以降低成本。
通过了解驱动 CNC 加工成本的因素,我们可以优化设计以降低预算。
如何降低CNC加工成本
1.在内部垂直边缘添加半径
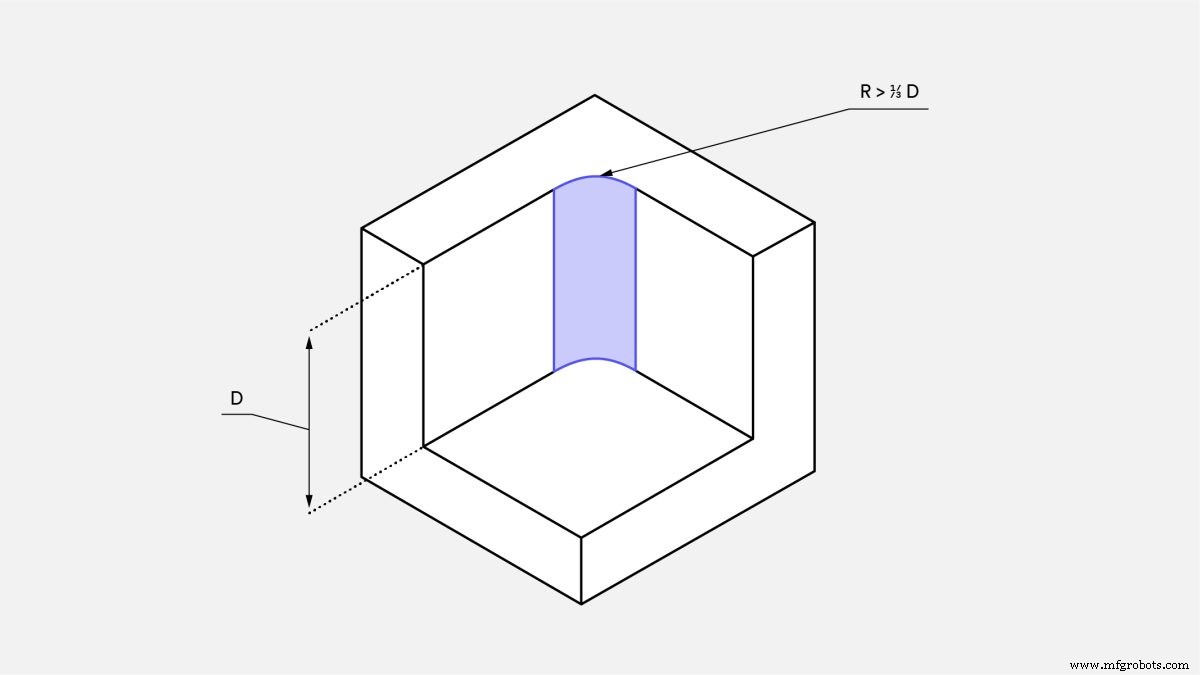
所有 CNC 铣刀都具有圆柱形形状,并在切削型腔边缘时产生半径。使用直径较小的工具可以减小拐角半径。这需要以较低的速度进行多次通过,因为较小的工具不能像较大的工具在一次通过中那样快速地去除材料。这会增加加工时间和成本。
尽量降低成本:
-
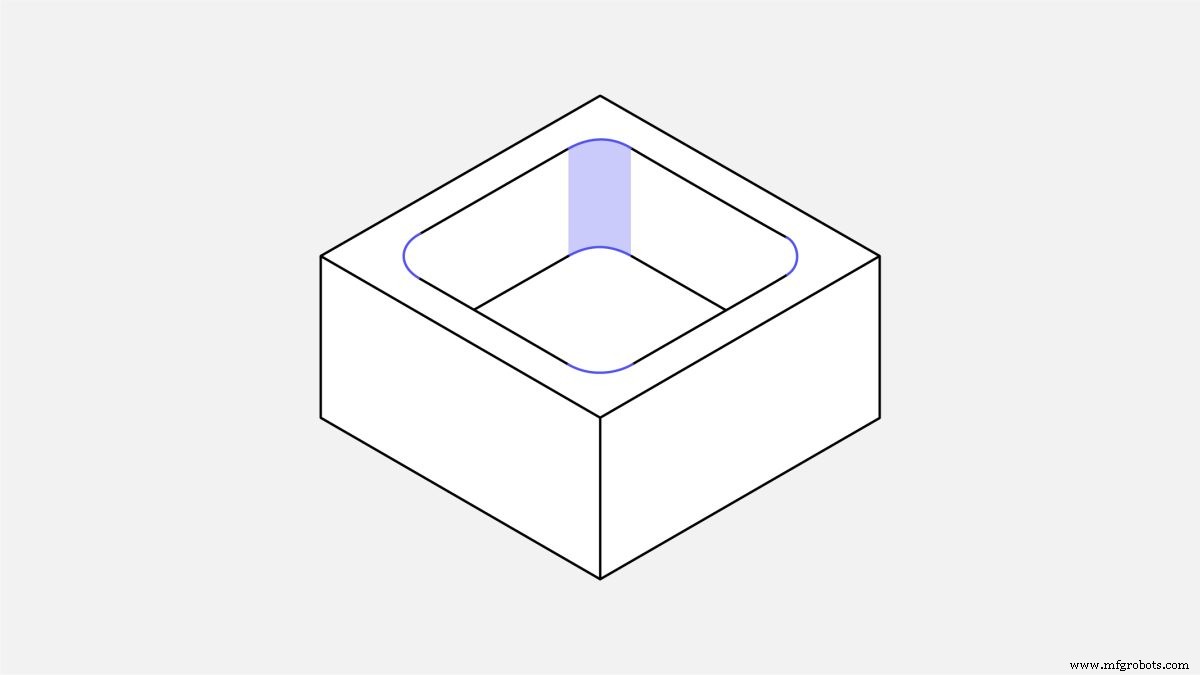
添加至少为空腔深度三分之一的半径——越大越好。
-
对所有内部边缘使用相同的半径,无需更换工具。
-
在空腔的底部,使用较小的半径(0.5 或 1 毫米)或根本不使用半径。
很高兴知道 :理想情况下,拐角半径应略大于用于加工型腔的刀具半径。这减少了工具上的负载,从而降低了制造成本。例如,如果您的设计有一个深度为 12 毫米的型腔,则在拐角处添加 5 毫米(或更大)的半径。这允许直径为 8 毫米的工具以更快的速度切割。
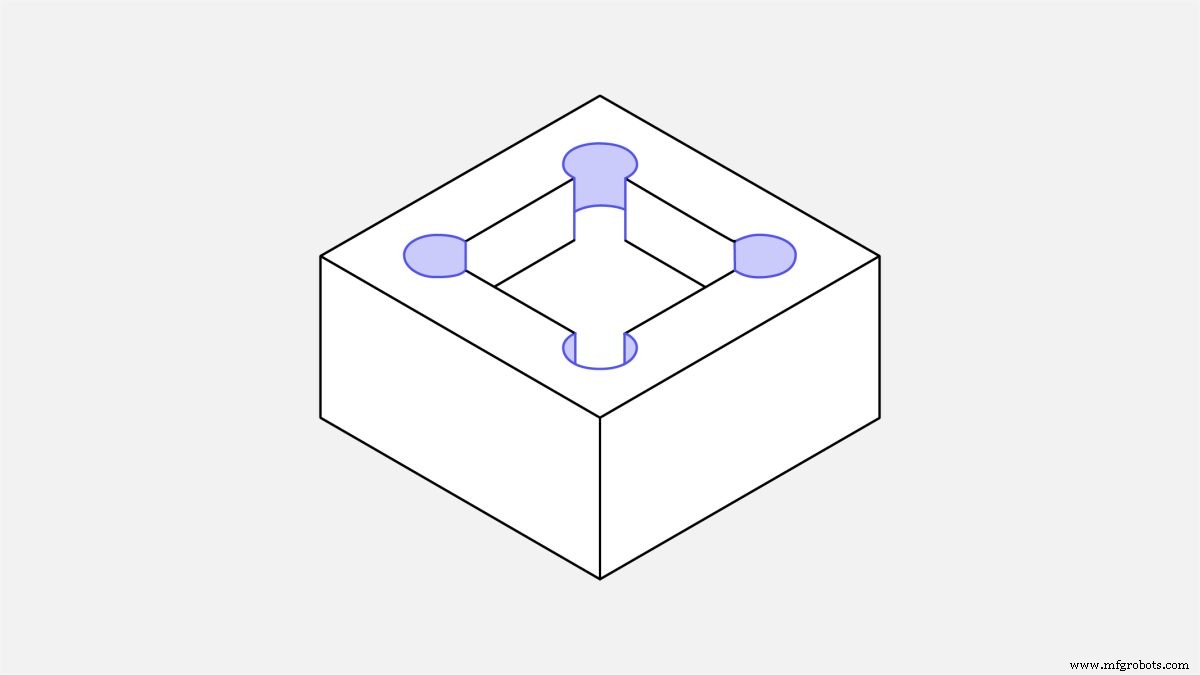
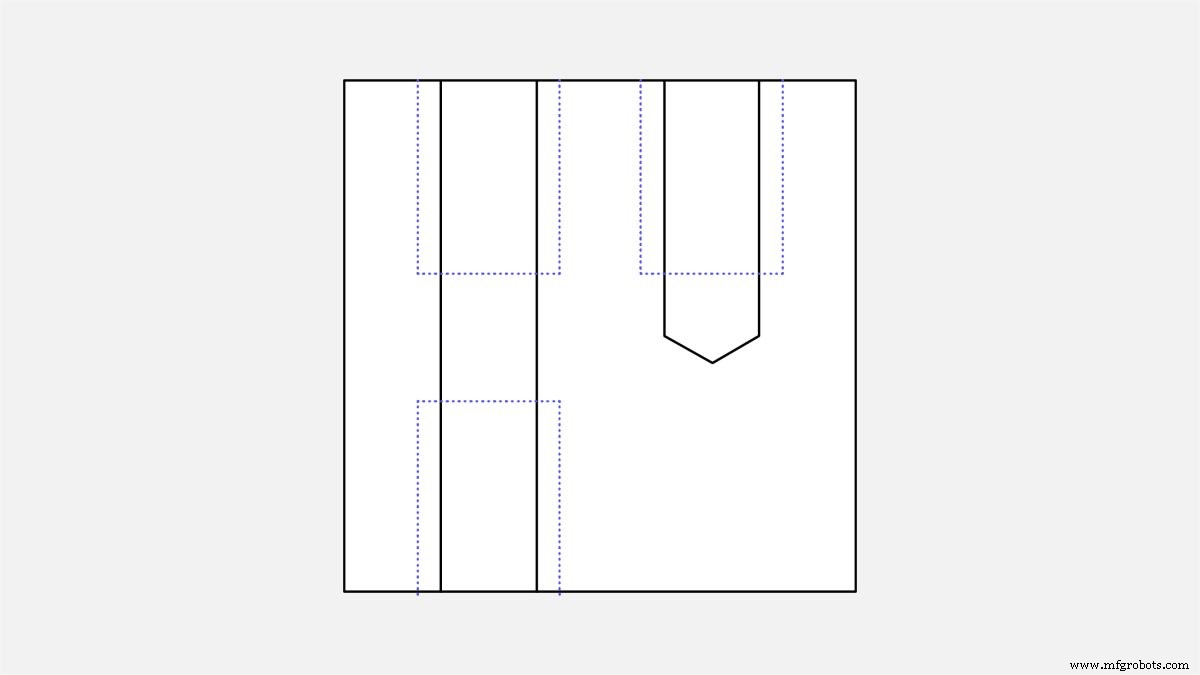
专业提示: 如果您需要带有尖角的内部边缘(例如,当需要将矩形形状的零件放入型腔中时),不要减小内部边缘的半径,而是使用如下图所示的带有底切的形状。
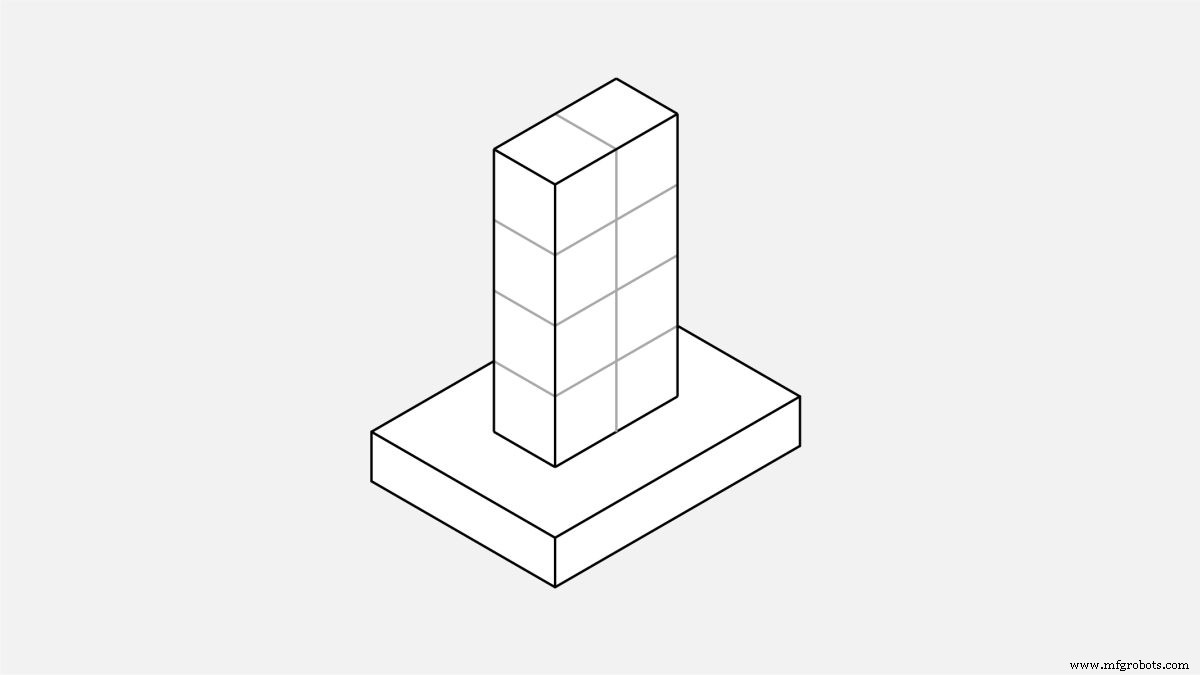
2.限制型腔深度
加工深腔会极大地影响 CNC 零件的成本,因为必须去除大量材料。这既费时又浪费。
CNC 刀具的切削长度有限。它们通常在切割深度高达其直径两到三倍的型腔时效果最佳。例如,直径为 12 毫米的铣刀可以安全地切割深度达 25 毫米的型腔。可以切割更深的型腔(最多为刀具直径的四倍或更大),但这会增加成本,因为需要特殊的刀具或多轴 CNC 系统。
尽量降低成本:
-
将所有空腔的深度限制为其长度的四倍,即 XY 平面上的最大尺寸。
-
相应地调整内角半径。如果需要,请使用提示 1 中的建议。
3.增加薄壁的厚度
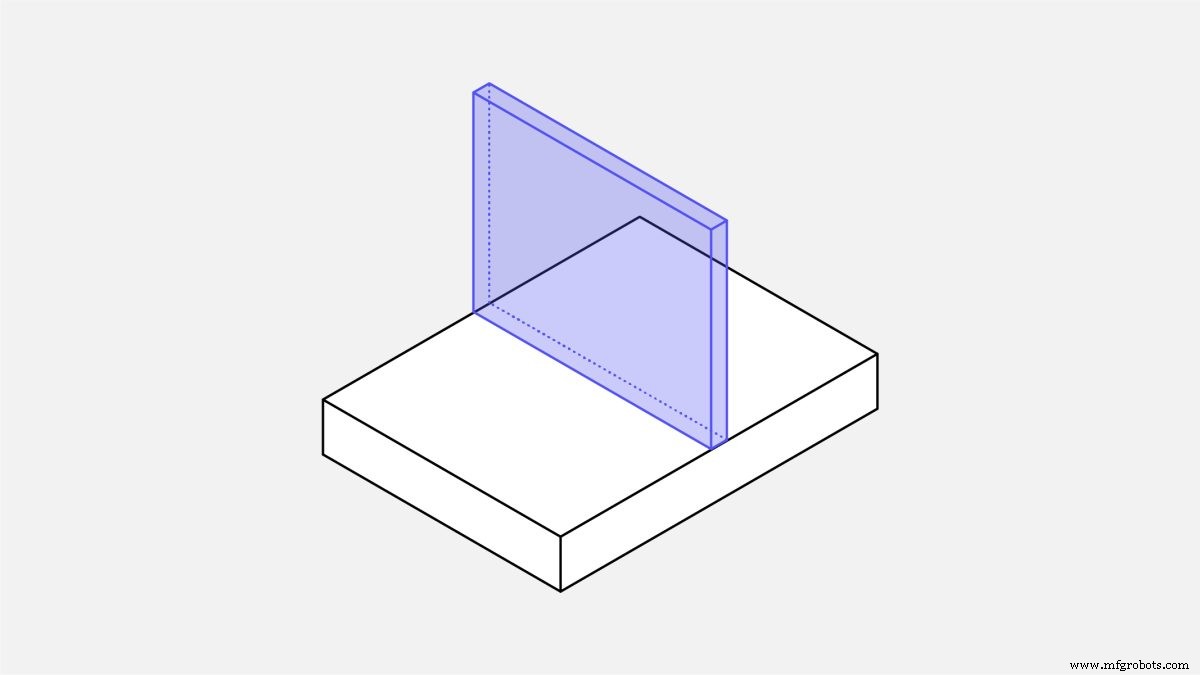
除非重量是一个主要问题,否则制造厚实心型材,因为它们更稳定且加工成本更低。为避免在加工薄壁时发生变形或断裂,请在低切削深度下使用多次走刀。薄特征也很容易产生振动,因此精确加工它们具有挑战性,并且会大大增加加工时间。
尽量降低成本:
-
对于金属零件,设计厚度大于 0.8mm 的壁——越厚越好。
-
对于塑料件,保持最小壁厚在1.5mm以上。
很高兴知道: 金属可以达到的最小壁厚为 0.5mm。对于塑料,它是 1mm。逐个评估这些特征的可加工性。
重要: 在非常靠近零件边缘放置孔(和螺纹)时,薄壁通常是一个问题。在设计 CNC 加工时要考虑到这一点。
4.限制线程的长度
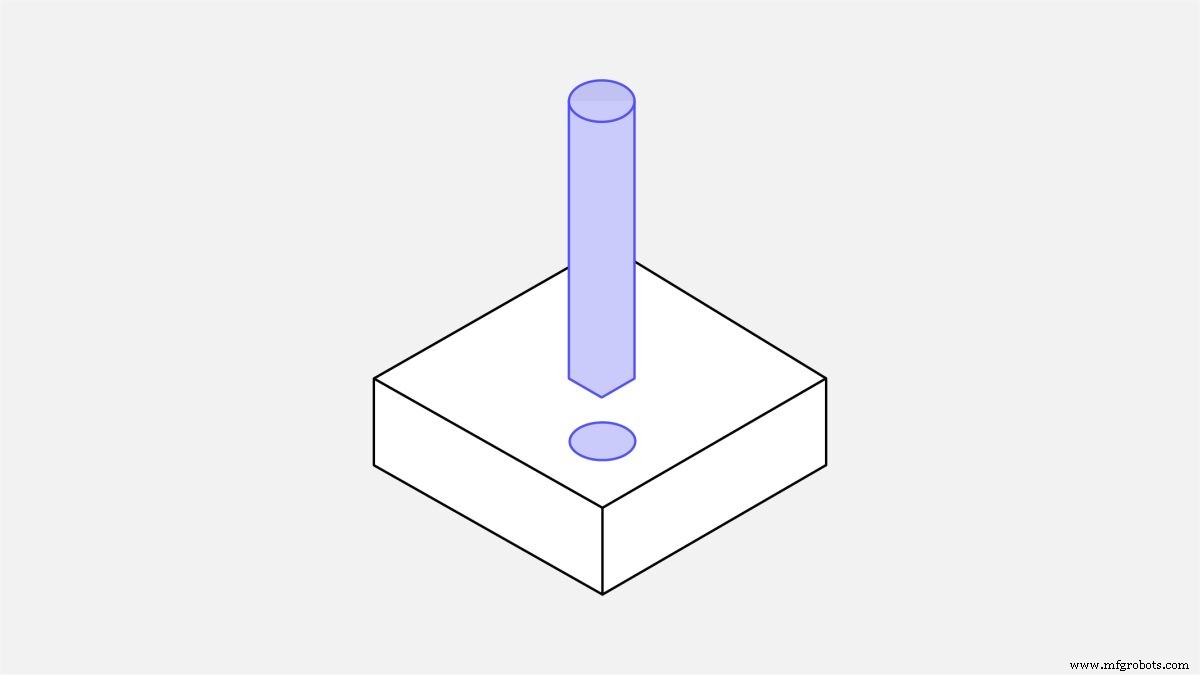
由于可能需要特殊工具,因此包括比必要长度更长的螺纹会增加 CNC 零件的成本。长度超过孔直径 1.5 倍的螺纹不会增强连接的强度。
为了最大限度地降低成本:
-
设计最大长度为孔直径三倍的螺纹。
-
对于盲孔中的螺纹,在孔的底部添加至少一半的无螺纹长度的直径。
5.使用标准孔尺寸
孔可以使用标准钻头快速和高精度地进行数控加工。对于非标准尺寸,需要额外的加工步骤,这会增加成本。
如果可能,请使用通孔而不是盲孔,因为它们更容易加工。
将孔的深度限制为其直径的四倍。可以制造更深的孔(最大直径的 10 倍),但它们可能会增加成本,因为它们需要更多的加工时间。
尽量降低成本:
-
设计直径为 0.1mm 的孔,直径最大为 10mm。 10mm以上,增量为0.5mm。
-
以英寸为单位进行设计时,请使用传统的英寸分数或参考分数英寸钻头尺寸表。
6.仅在必要时指定公差
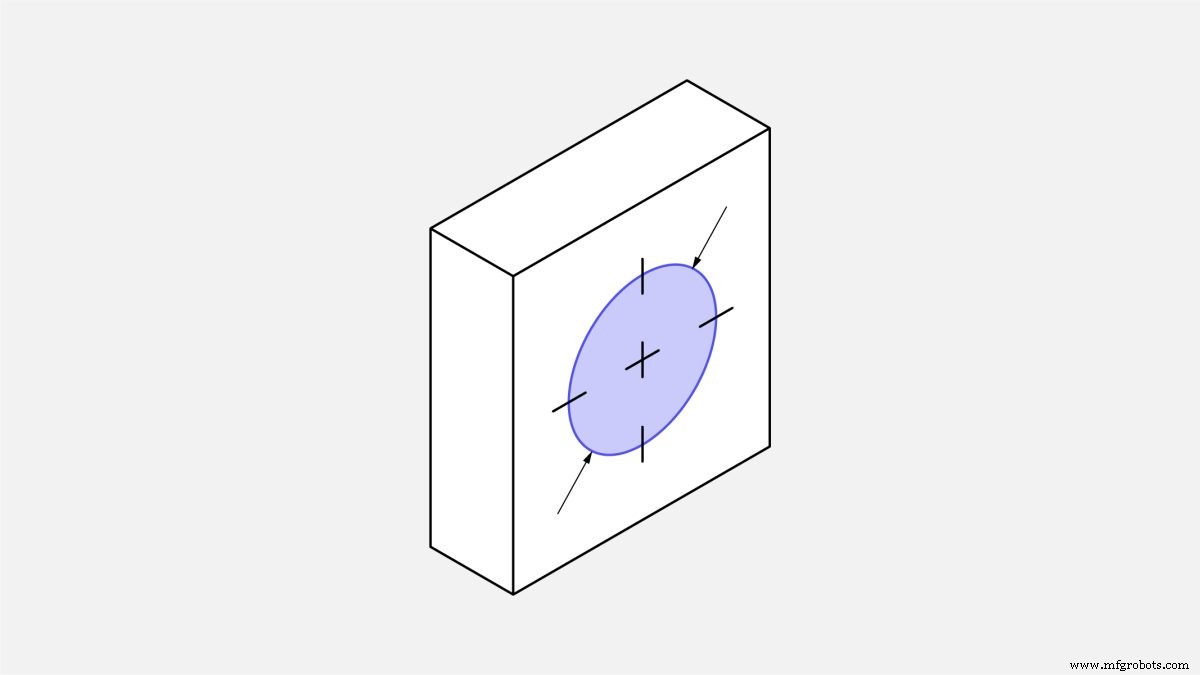
定义严格的公差会增加加工特征的成本,因此只能在绝对必要时进行。如果技术图纸上未定义特定公差,则使用标准公差(± 0.125mm 或更好)加工零件。这对于大多数非关键功能来说已经足够了。
尽量降低成本:
-
仅在绝对必要时定义更严格的公差。
-
将单个基准(例如两条边的横截面)定义为所有具有公差的尺寸的参考。
专业提示 :使用几何尺寸和公差 (GD&T) 在技术图纸中,以降低 CNC 加工的成本。 GD&T 包括平面度、直线度、圆度和真实位置等特征。它通常定义了一个较宽松的公差,尽管它需要先进的设计知识才能有效地应用。
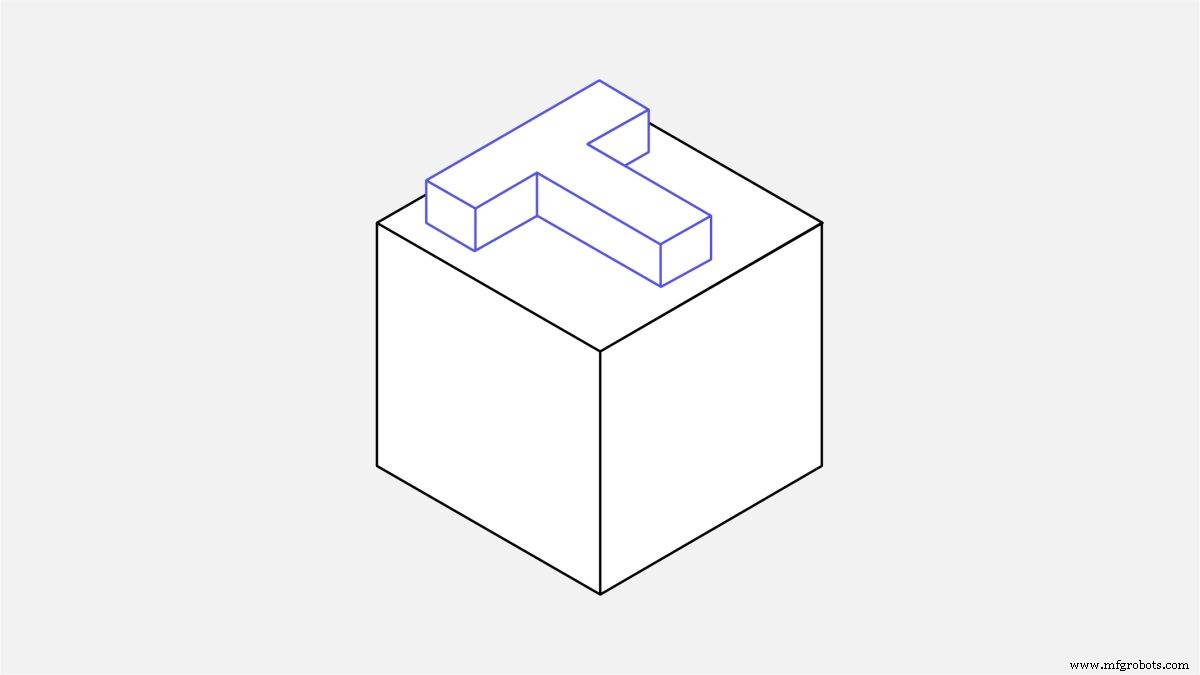
7.尽量减少机器设置的数量
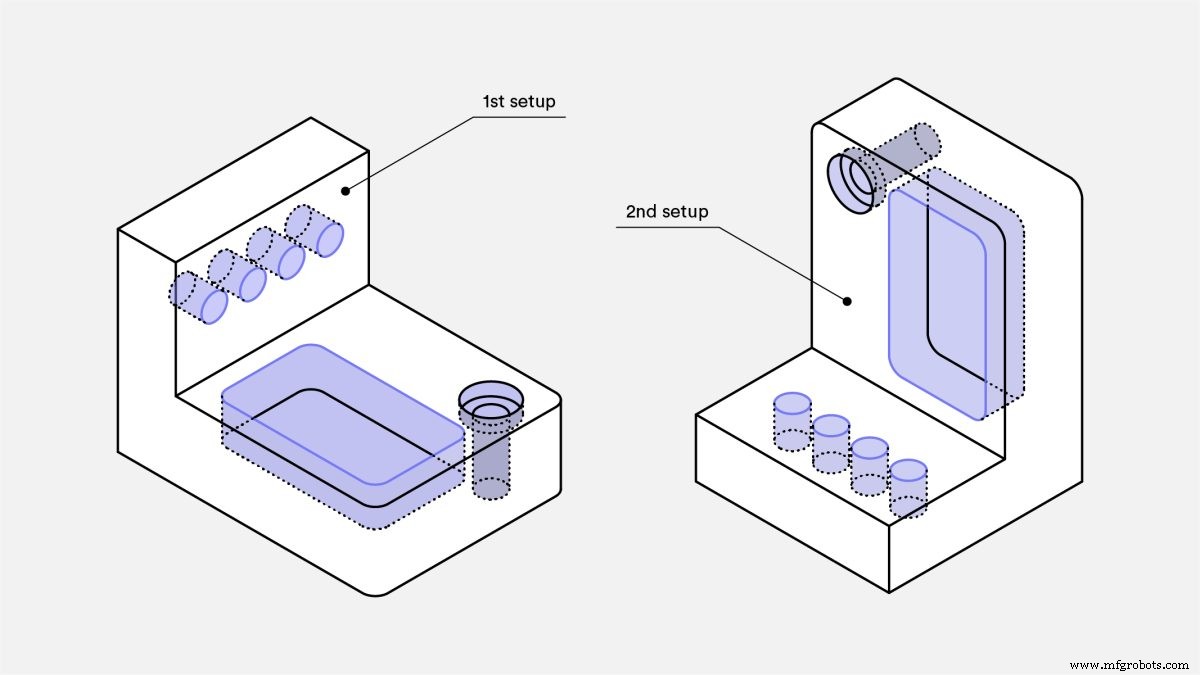
设计可以在尽可能少的机器设置中加工的零件。理想情况下,只使用一种设置。例如,两侧都有盲孔的零件必须在两次装夹中加工,因为它需要旋转才能进入两侧。
旋转或重新定位零件会增加制造成本,因为它通常必须手动完成。此外,复杂的几何形状可能需要定制夹具,从而增加成本。特别复杂的几何形状可能需要多轴数控系统,也增加了成本。
考虑将零件分成多个几何形状,这些几何形状可以在单个设置中进行 CNC 加工,并且可以稍后用螺栓连接或焊接在一起。这也适用于口袋很深的零件。
尽量降低成本:
-
设计具有简单 2.5D 几何形状的零件,可在单个 CNC 机床设置中制造。
-
如果无法做到这一点,请将零件分成多个几何形状,以便以后组装。
8.避免具有高纵横比的小特征
具有高宽高比的小特征容易产生振动,因此难以精确加工。
尽量降低成本:
-
宽高比小于四的设计特征。
-
在小特征周围添加支撑或将它们连接到墙壁以提高它们的刚度。
9.删除所有文字和刻字
在 CNC 加工零件的表面添加文本会显着提高成本,因为它需要额外的加工步骤,这需要更多时间。丝印或喷漆等表面处理方法是在 CNC 加工零件表面添加文字的一种更具成本效益的方法。
尽量降低成本:
-
删除 CNC 加工零件上的所有文字和字母。
-
如果需要文字,请选择雕刻而不是浮雕。
-
使用至少 20 号无衬线字体(例如 Arial 或 Verdana)。
10.考虑材料的机械加工性
可加工性是指材料可以被切割的难易程度。可加工性越高,CNC加工材料的速度就越快,从而降低成本。可加工性取决于每种材料的物理特性。通常,金属合金越软、延展性越好,就越容易加工。
C360黄铜是具有最高可加工性的合金,可进行高速加工。铝合金(例如 6061 和 7075)也可以很容易地加工,但需要稍低的速度。
不锈钢的可加工性比铝低 10 倍,加工时间至少要多一倍。不同的钢种具有不同的切削加工性。例如,304不锈钢具有机械加工性指标 45%,而 303 不锈钢(一种化学成分非常相似的合金)的指数为 78%,使其更易于加工。
塑料的可加工性主要取决于它们的热性能和刚度,因为它们在加工过程中容易熔化和弯曲。
POM(德林)是最容易加工的塑料,而 ABS 紧随其后。 PEEK和尼龙6是比较难加工的常见工程塑料。
尽量降低成本:
-
如果您有选择,请选择可加工性更好的材料,尤其是对于较大的订单。
11.考虑散装物料的价格
大宗材料的价格是另一个影响数控加工零件成本的因素。
下表总结了尺寸为 6'' x 6'' x 1'' (或大约 150 x 150 x 25mm)的板材的 CNC 常用金属合金和塑料材料的价格。
| 材质 | 价格 |
|---|---|
| 铝6061 | 25 美元 |
| 铝7075 | $80 |
| 不锈钢304 | 90 美元 |
| 不锈钢303 | 150 美元 |
| C360 黄铜 | $148 |
| ABS | 17 美元 |
| 尼龙 6 | $30 |
| POM(德林) | $27 |
| PEEK | $300 |
来源: 麦克马斯特
铝 6061 是迄今为止创建金属原型的最具成本效益的方法,因为它成本低且可加工性非常好。
可加工性更高的金属,例如不锈钢 303 和 C360 黄铜,成本更高,因此更适合大批量生产。在这种情况下,规模经济开始发挥作用,因为更高的材料成本被更短的加工时间所抵消。
在塑料方面,ABS、尼龙和 POM(德林)的成本与铝 6061 大致相同。但它们更难加工,因此预计成本会更高。 PEEK 是一种非常昂贵的材料,只有在绝对必要时才应使用。
为了最大限度地降低成本:
-
选择批量价格低的材料,尤其是小批量订单。
12.避免多次表面处理
表面处理改善了 CNC 加工零件的外观及其对恶劣环境的抵抗力,但它们也提高了成本。要求在同一零件上进行多个表面处理会进一步增加成本,因为它需要额外的步骤(例如,遮盖表面)。 这里可以找到一篇总结 CNC 零件每种表面处理的好处的文章 .
尽量降低成本:
-
选择“加工后”的表面光洁度。
-
仅在绝对必要时才请求多个表面处理。
13.占空白尺寸
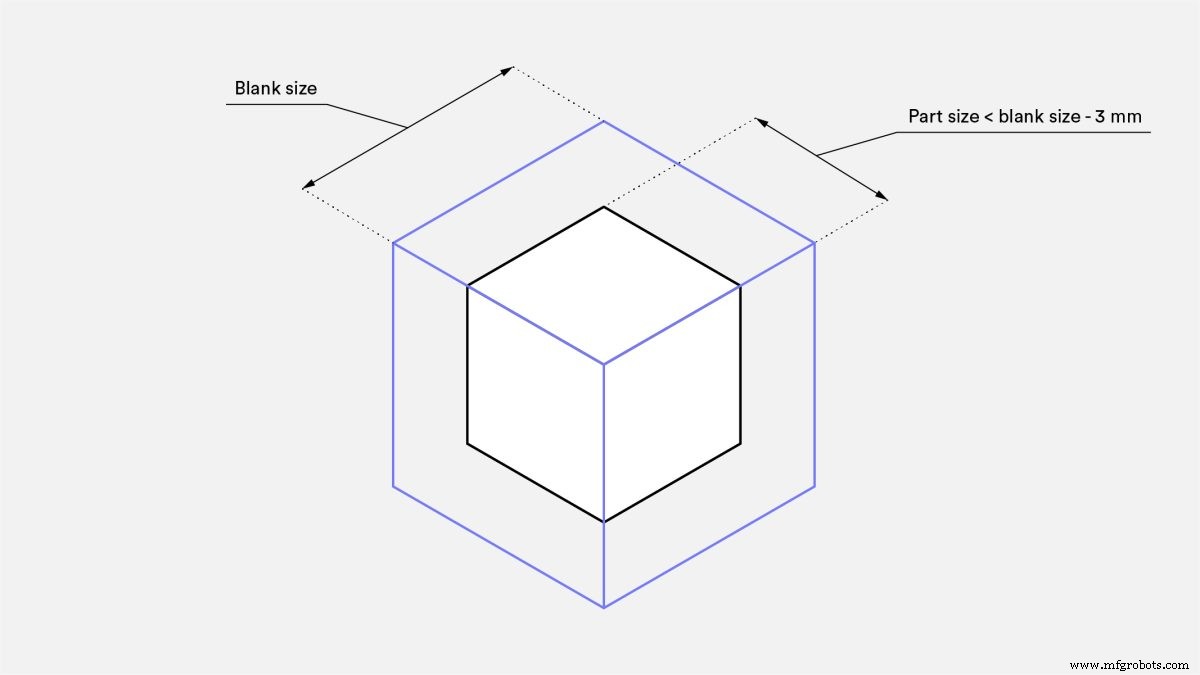
坯料(即库存材料)的尺寸可能会影响总成本。根据经验,毛坯必须至少比端部大 3 毫米。为确保精度,必须从零件的所有边缘去除一些材料。
作为空白尺寸如何影响 CNC 定价的示例,请考虑设计一个具有 30 x 30 x 30mm 包络的零件。这些尺寸需要使用更大的坯料,在这种情况下,通常是从 35 毫米厚的板材上切割下来的。但是,如果零件的封套为 27 x 27 x 27mm,则可以使用 30mm 的片材,从而节省大量材料。
尽量降低成本:
-
设计尺寸比标准毛坯尺寸小 3mm 的零件。
14.利用规模经济
在CNC加工中,数量对单价影响很大。这是因为启动成本相对较高,而且当数量较少时,它们占成本的很大比例。但是,随着数量的增加,单位成本会降低。
在下图中,我们绘制了用不锈钢 304 加工的 12 种不同零件的平均单价。
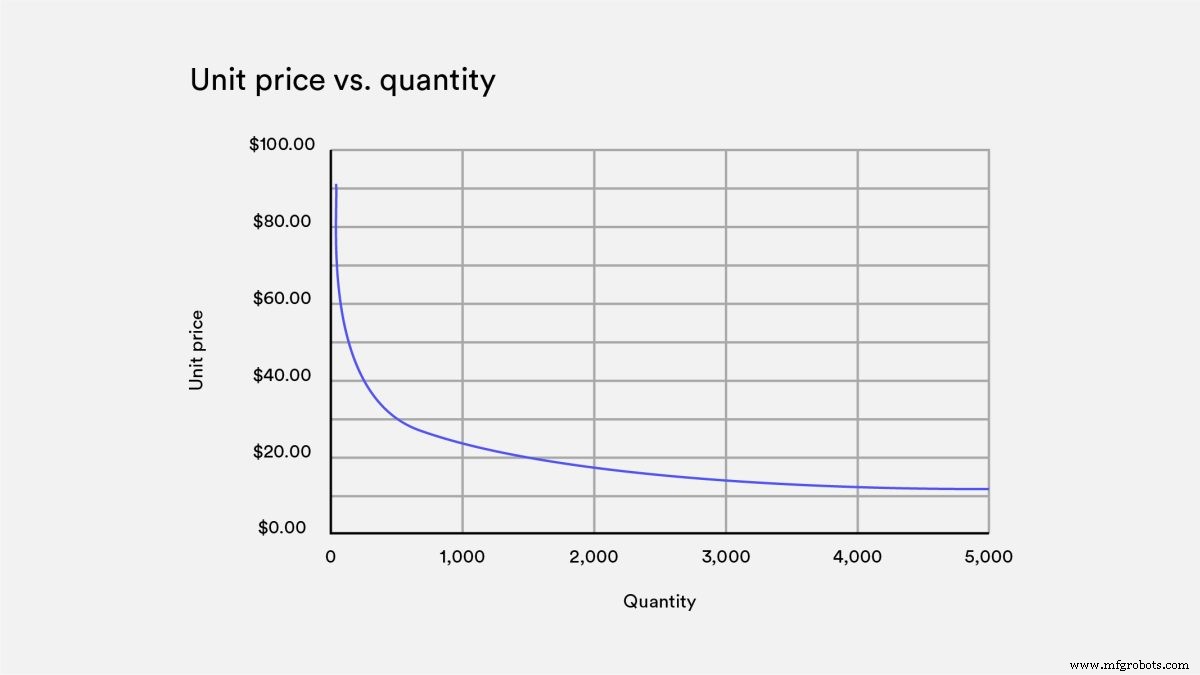
单价的下降几乎是指数级的,这意味着即使将数量从 1 个增加到 5 个也可以将单价降低一半。此外,大量订购(> 1,000 个零件)会使单价降低 5 到 10 倍。
尽量降低成本:
-
通过订购更多数量来利用规模经济。
降低 CNC 成本的最佳实践
总之,让您的 CNC 加工保持简单。
复杂性在 CNC 中的价格很高。需要特殊工具或夹具、多台机器设置或特殊材料的几何形状成本更高。
因此,为了降低成本,在您提交报价订单之前,请询问以下问题:
-
我的零件是否使用可加工性设计指南进行了优化?
-
我的模型中的所有功能都是绝对必要的吗?或者我可以在保留部件的全部功能的同时删除或简化吗?
-
我的设计是否可以分成多个部分,以便以后进行 CNC 加工和组装?
-
有没有办法修改我的设计以消除对多台机器设置或特殊工具的需求?
-
有没有更便宜或更容易加工的材料可以满足我的设计要求?
CNC加工的现在和未来
CNC加工的能力不断扩大。例如,CNC 工具的最新进展使现代 CNC 系统能够在其整个长度上进行螺纹加工,并且任何直径的孔都可以通过使用插入式 CNC 工具和使用轮廓插补(即螺旋刀具路径)。
在本文中,我们重点介绍了具有普遍应用的通用可制造性设计技巧,无论使用何种 CNC 系统。将这些提示解释为可以帮助您更有效地设计零件的一般良好做法。
下载 CNC 清单以降低成本
如果您发现本文有用并希望将其离线使用,您可以下载我们必不可少的 CNC 加工成本降低清单。
数控机床