

使用 G90 模态车削循环进行锥度车削 – CNC 示例代码
G90模态车削循环
本数控教程 G90 车削循环中简要介绍了 G90 车削循环。
有关使用 G90 模态车削循环进行直车削的示例,请阅读 G90 车削循环 Fanuc - CNC 程序示例代码。
G90 车削循环用于简单车削,但可以通过指定附加走刀的 X 轴位置来进行多次走刀。
什么是模态
“模态”G 代码意味着它们一直有效,直到它们被取消或被矛盾的 G 代码替换。同样,G90 是一个模态 G 代码,它保持激活状态,直到给出另一个运动命令,如 G00、G01 等。如下面的 CNC 程序示例中,G90 G 代码被 G30 G 代码取消。
G90 车削循环用法
- 直转弯。
- 无聊的操作。
- 锥度切割。
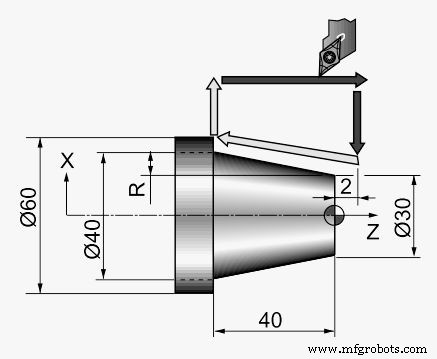
本数控程序展示了G90圆锥车削的用法。
使用 G90 车削循环进行锥度车削
CNC 程序示例
使用 G90 模态车削循环进行锥度车削 - CNC 示例代码
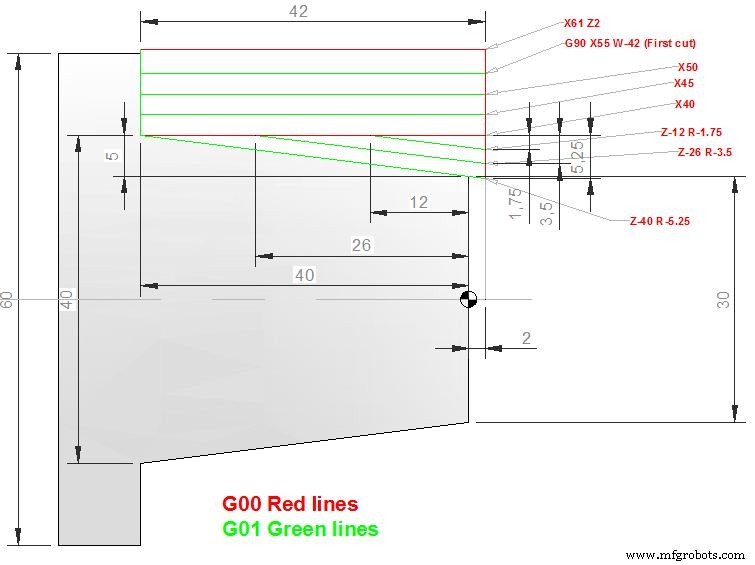
G30 U0 W0 G50 S2000 T0100 G96 S200 M03 G00 X61.0 Z2.0 T0101 M8 G90 X55.0 W–42.0 F0.25 X50.0 X45.0 X40.0 Z-12.0 R-1.75 Z-26.0 R-3.5 Z-40 R-5.25 G30 U0 W0 M30
正如您在上面的 cnc 程序示例中看到的,您必须自己计算锥度值。
刀具路径说明
下图是运行上述程序时刀具的运动情况
如果可能,您可以使用 G71 车削循环,它会为我们进行所有计算。
还有一点就是G90车削循环只能切直线和锥度,不能用G90车削循环切圆弧(圆弧插补)。
G71可以切直线,锥度,圆弧。
G90车削循环的替代方案
- CNC Fanuc G71 车削循环或切削固定循环
- G71 粗车循环单行格式
- 使用 Fanuc G71 粗车削循环和 G70 的 CNC 编程示例
- Fanuc G70 G71 粗车和精车循环程序示例
数控机床