

带暂停 CNC 铣削示例程序的 G82 钻孔固定循环
G82带暂停的钻孔循环可用于孔底需要更精确加工的普通钻孔。
否则,如果您只想要一个没有在孔底停留时间的钻孔循环,G81 钻孔循环可以节省大量时间。
下面是一个cnc编程实例,说明了G82钻孔循环的使用。
G82 钻孔循环 CNC 铣削示例程序
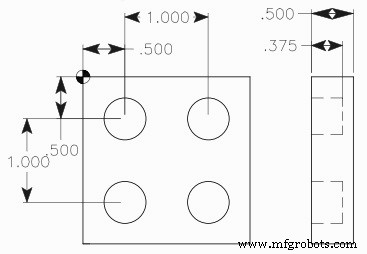
G82 钻孔固定循环带暂停 CNC 铣削示例程序
O10076 N10 T11 M06 N20 G90 G54 G00 X0.5 Y-0.5 N30 S1200 M03 N40 G43 H11 Z1. M08 N50 G82 G99 Z-0.375 P1 R0.1 F7.5 N60 X1.5 N70 Y-1.5 N80 X0.5 N90 G80 G00 Z1. M09 N100 G53 G49 Z0. M05 N110 M30
注意 N50 – 带有 Fanuc cnc 控制的 CNC 机器将使用 P1000 而不是用于 Haas CNC 机器的 P1。
数控机床