
CNC 学校锥度车削 CNC 程序示例
提交人:布莱恩
总结
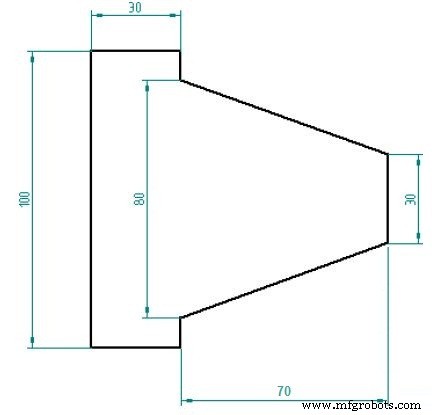
非常基本和简单的数控程序,用于在数控车床上切割锥度。
绘图/图片
数控程序
N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G01 X80 Z-70 N25 G01 X100 N30 G01 Z-30 N35 G00 X120 N40 G00 Z10 N55 M05 N60 M30
数控机床

提交人:布莱恩
非常基本和简单的数控程序,用于在数控车床上切割锥度。
N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G01 X80 Z-70 N25 G01 X100 N30 G01 Z-30 N35 G00 X120 N40 G00 Z10 N55 M05 N60 M30
数控机床
提交人:Vikram 总结 使用固定循环为 FANUC 控制的机器编写 CNC 车床程序。取工件直径=30mm,切深=0.5mm,转速=1200rpm。适当假设feed等数据。 绘图/图片 数控程序 N0 G90 F0.5 S1200 T0101 M03N10 G00 X35 Z2N30 G71 U0.5 R1N35 G71 P36 Q90 U0.05 W0.05N36 G01 X20 Z0N50 G01 X20 Z-15N60 G02 X25 Z-25 R15N70 G01 X25 Z-40N80 G03 X30 Z-50 R15N90 G01 X30 Z-70N100 G28 U0 W
提交人:Vikram 总结 CNC 车床程序,使用 G72 端面循环在零件上切削出完整的外轮廓。 绘图/图片 数控程序 G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02 X17 Z-34.69 R3; G01 Z-31.69; G03 X 11.25 Z -28.69 R3; G01 Z-10.0; G03 X2.0 Z-5.5 R 4.5N3 G01 X 0.0 Z-0.0;
Osai 10 系列允许程序员使用标准编程语言 (G1-G2-G3) 或高级编程语言 (GTL) GTL 编写数控程序。这是一个完整的 Osai GTL 编程示例。 Osai CNC GTL 程序示例 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y-50,a180N10 l6=X-50 Y-65,a60N11 l7=X-25 Y0,a90N1
提交人:cnc程序员 总结 CNC 编程示例展示了一个简单的程序如何在数控车床上对已钻孔的部件进行镗孔。 绘图/图像 数控程序 O0003;N10 G10 P0 Z-85;N20 T606;N30 G50 S2000;N40 G96 G99 S180 F.2 M4 M8 M200;N50 G0 X44 Z2;N60 G1 Z0;N70 X40 Z-2 F.15;N80 Z-40 F.2;N90 X35;N100 G0 Z5;N110 X200 Z100;N120 M30;