

G90 车削循环
G90车削循环格式
G90车削循环有很多名字,比如,
G90固定循环、G90直车循环、G90粗车循环、G90粗车固定循环、G90箱形循环。
G90 车削循环用于简单车削,但可以通过指定附加走刀的 X 轴位置来进行多次走刀。
相关:G90 车削循环 Fanuc - CNC 程序示例代码
G90 粗车固定循环可用于
- 直转弯。
- 无聊的操作。
- 锥度切割。
编程
G90 X... Z... I...
或
G90 X... Z... R...
参数
| 参数 | 描述 |
|---|---|
| X | 要切割的直径。 |
| Z | z 轴的终点。 |
| 问 | 起点上的角度。 |
| 我还是R | 锥度的距离和方向(半径值) |
注意 – 一些 CNC 控件在 G90 直线切削循环中使用“I”表示锥度,一些较新的 CNC 控件使用“R”表示锥度值。
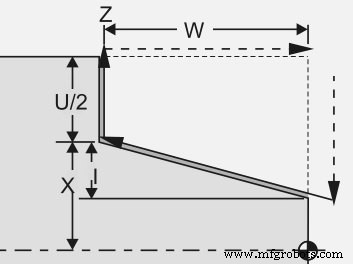
增量值
在 G90 车削循环中,您可以使用 U 和 W 等增量值代替 X 和 Z。
G90 U... W...
U – 到目标的 x 轴增量距离。
W – 到目标的 z 轴增量距离。
工作/操作
- 将工具带到起始位置。
- 通过给定 X Z 值使用 G90 车削循环进行切削
- 只需提供 X 轴值即可进行额外的切割/遍历(额外的遍历是可选的)
- 通过使用 G00、G01 等发出运动命令来结束 G90 车削循环。
G90 车削循环使我们能够控制每个走刀深度。
CNC 程序示例
G30 U0 W0 G50 S2000 T0100 G96 S200 M03 G00 X56.0 Z2.0 T0101 M08 G90 X51.0 W-32.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G30 U0 W0 M30
代码解释
正如你在上面的cnc程序代码中看到的,
第一次切割是在X51处进行的
第二次切割是在X46处进行的
第三次切割是在X41进行的
...
最后一次切割在 X30 处进行
取消G90车削循环
G90车削循环是模态G代码。
“模态”G 代码意味着它们一直有效,直到它们被取消或被矛盾的 G 代码替换。
这意味着 G90 车削循环保持有效,直到给出另一个运动命令,如 G00、G01 等。如上面的 cnc 程序示例中,G90 G 代码被 G30 G 代码取消。
简单地说,G90车削循环必须通过发出G00、G01等运动指令来结束。
G90 车削循环与 G71 车削循环
G90 车削循环只能进行直线和锥度切削,不能用 G90 车削循环切削任何圆弧(圆弧插补)。
相反,G71 车削循环也可以切削直线、锥度和圆弧。
数控机床