

G81 钻孔循环 – 在 G91 增量模式下重复钻孔示例代码
这个cnc程序示例解释了G81钻孔循环的使用但是这次刀具没有以通常的方式定位(G90绝对编程模式)但是这次使用G91增量编程模式。
这个编程示例代码也解释了G81钻孔循环参数K(重复次数)的使用,一般不用。
G81钻孔循环格式
G81 X_ Y_ Z_ R_ F_ K_;
X_ Y_:孔位数据
Z_ :Z 深度(刀具从 R 平面开始进给到 Z 深度)
R_ :距离从初始平面到R点平面
F_:切削进给速度
K_:重复次数(如果需要)
G81 钻孔循环参数 K(重复次数)。在不同的 cnc 控件上,此参数有不同的字母分配给它,例如 on,
- Fanuc 使用字母 K 表示重复次数。
- Haas CNC 使用字母 L 表示重复次数。
- Fagor CNC Control 使用字母 N 表示重复次数。
固定循环中的增量运动通常用作循环计数,可用于在每个循环之间以增量 X 或 Y 移动重复操作。
CNC 代码 G81 钻孔循环和 G91 增量编程
G81钻孔循环——G91增量模式重复钻孔示例代码
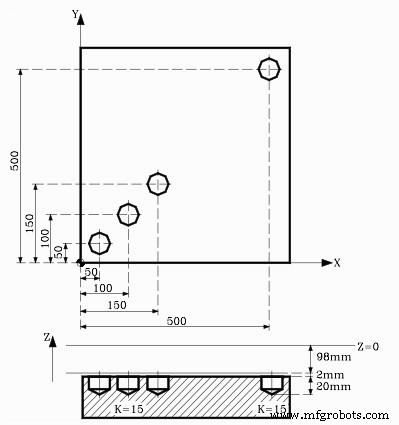
N10 T1 M6 N20 G00 G90 X0 Y0 Z0 N30 S1450 M03 N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350 N50 G98 G90 G00 X500 Y500 N60 G80 N70 G90 X0 Y0 N80 M30
说明
N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350
K3表示G81钻孔循环将重复三次。
G91增量方式使刀具移动每次X50和Y50
所以第一个孔将在 X50 Y50
第二个孔将在 X100 Y100 因为
X100 =X50(前值) + X50(增量)
Y100 =Y50(前值) + Y50(增量)
第三个孔将在 X150 Y150 因为
X150 =X100(前值) + X50(增量)
Y150 =Y100(前值) + Y50(增量)
N50 G98 G90 G00 X500 Y500
第4孔位置用G90绝对编程方式给定。
上面的代码只有当你使用 G91 增量编程模式和 G81 钻孔循环时才有可能,但如果你尝试使用 G90 绝对编程模式和 G81 如上所述,你会看到刀具将在同一位置重复钻孔。
数控机床