

CNC 铣削轮廓啄钻 – Fanuc 子程序重复示例
一个非常简单的数控编程示例,展示了
如何利用啄钻的额外好处多次重复轮廓。
所以这次数控机械师正在啄钻特定的数控铣床轮廓。
什么是 Fanuc Sub 编程 阅读 Fanuc Sub Programming
CNC 铣床轮廓啄
子程序是G代码指令的简单组合。
主程序O4000调用子程序O4001重复10次
M98 P104001
子程序以每次切深2mm的方式切削轮廓(G91增量式编程)
G1 G91 Z-2 (Incremental peck depth)
然后子程序切换回 G90 绝对编程,这使得轮廓编程变得容易。
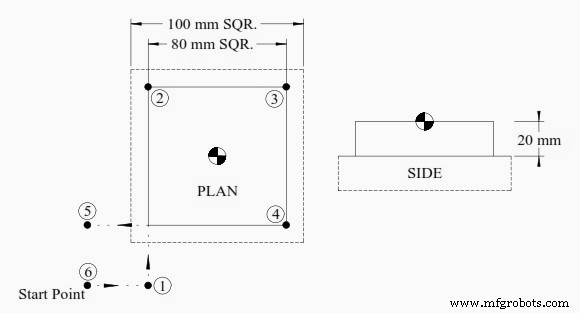
所以这个程序通过每次取 10 啄 2 毫米来切割一个 20 毫米深的特定轮廓。
Fanuc 子程序重复示例
轮廓啄钻 - Fanuc 铣床子程序重复示例
O4000 T1 M6 G0 G90 G40 G21 G17 G94 G80 G54 X-75 Y-75 S? M3 (Start Point) G43 Z100 H1 Z5 G1 Z0 F? M98 P104001 (Call sub-program & repeat 10 times) G0 G90 Z100 M30
子程序
下面的子程序在G91增量编程方式下切削
然后切换回G90绝对编程方式进行轮廓加工。
O4001 G1 G91 Z-2 (Incremental peck depth) G90 G41 X-40 D? M8 (Absolute Move to position 1 with comp. - Switch on coolant) Y40 (Move to position 2.) X40 (Move to position 3.) Y-40 (Move to position 4.) X-75 (Move to position 5 - Clear of material - cutter diameter) G40 Y-75 (Cancel compensation) M99
数控机床