

连接多个圆弧 G02 G03 G41 的 CNC 铣削子程序示例
CNC 铣削程序,描述如何在 CNC 铣削程序中连接两个或多个半径。
CNC 铣床子程序示例
数控零件程序
N10 T1 H1 M6 G43 M3 N20 F150 S250 N30 G0 X-21 Y50 Z0.5 N40 G0 Z0 N50 M98 P040050 N60 G49 N70 G0 Z50 N80 M30
子程序
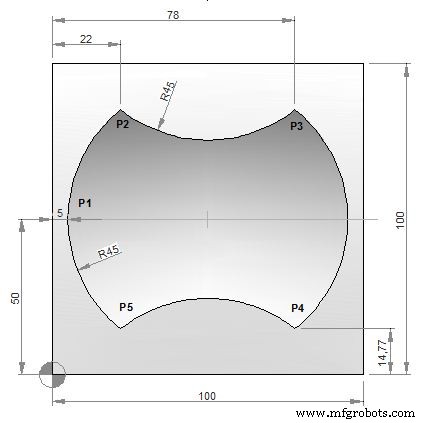
O0050 N10 F160 S400 N20 G0 Z-2.5 G91 N30 G1 G90 X5 Y50 G41 (P1) N40 G2 X22 Y85.23 I45 J0 (P2) N50 G3 X78 Y85.23 R45 (P3) N60 G2 X78 Y14.77 R45 (P4) N70 G3 X22 Y14.77 R45 (P5) N80 G2 X5 Y50 R45 (P1) N90 G0 G40 X-21 N100 M99
G M S T代码解释
| 代码 | 描述 |
|---|---|
| G00 | 快速遍历 |
| G01 | 线性插值 |
| G02 | 圆弧插补CW |
| G03 | 逆时针圆弧插补 |
| G40 | 刀具补偿取消 |
| G41 | 左刀尖半径补偿 |
| G43 | 刀具长度补偿+方向 |
| G49 | 刀具长度补偿取消 |
| G90 | 绝对命令 |
| G91 | 自增命令 |
| M03 | 主轴顺时针启动 |
| M06 | 换刀 |
| M30 | 程序结束(重置) |
| M98 | 子程序调用 |
| M99 | 子程序结束 |
| T | 工具 |
| 小号 | 速度 |
| F | 提要 |
数控机床