

Fanuc G85 镗孔循环 – CNC 铣床编程
Fanuc G85 Boring Cycle也称为Fanuc G85 Reaming Cycle。
因为Fanuc G85 boring cycle可用于铰孔加工。
Fanuc G85 镗孔循环 - 铰孔循环
刀具以进给向下移动到终点深度,并以进给退回退刀平面。
Fanuc G85 镗孔循环格式
G85 X Y Z R F K
X Y – 孔位置
Z – 钻孔深度(绝对值)。
R – 孔上方的刀具起始位置。
F – 切削进给率
K – 重复次数(如果需要) )
Fanuc G85 镗孔循环
Fanuc G85 镗孔循环操作
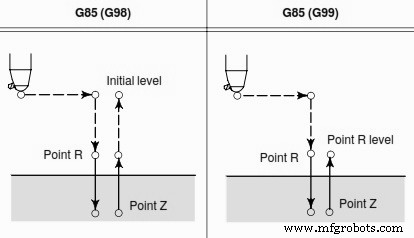
1 – 沿X和Y轴定位后,快速移动到R点。
2 – 从R点以指定进给F进行镗孔/铰孔到终点深度点Z。
3 –以进给 F 完成深度 Z 后,刀具以相同的进给 F 返回。
返回平面取决于 G98、G99 G 代码。
如果指定 G98 和 G85 镗孔循环,则刀具返回到初始平面。
如果指定 G99,则刀具将返回到 R 平面。
Fanuc G85 镗孔循环示例程序
M3 S100 G90 G99 G85 X300. Y–250. Z–150. R–120. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
数控机床