

Siemens Sinumerik CYCLE83 深孔啄钻循环
Siemens Sinumerik CYCLE83 Peck 钻孔循环使深孔钻孔变得容易,非常灵活的钻孔循环使数控机械师能够完全控制深孔钻孔任务的各个方面。
CNC 机械师可以控制是否每次都退刀到起点进行排屑,或者他们可以设置为仅断屑,这样刀具将在下一次啄钻时仅退刀 1 毫米。
Siemens Sinumerik CYCLE83 深孔钻
刀具以编程的主轴转速和进给率钻孔至输入的最终钻孔深度。
深孔钻孔执行多次最大可定义深度的深度进给,逐渐增加直至达到最终钻孔深度。
Siemens Sinumerik CYCLE83 深孔钻循环格式
CYCLE83(RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF, VARI)
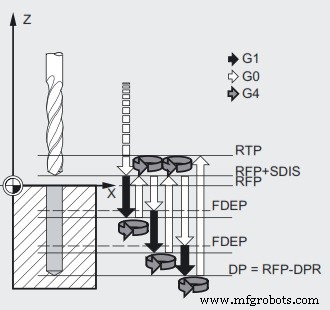
西门子 Sinumerik CYCLE83 深孔啄钻循环 – 切屑去除
RTP 回缩平面(绝对)
RFP 参考平面(绝对)
SDIS 安全距离(无符号输入)
DP 最终钻孔深度(绝对)
DPR 最终钻孔深度相对于参考平面(不输入符号)
FDEP 第一钻孔深度(绝对)
FDPR 相对于参考平面的第一钻孔深度(不输入符号)
DAM 递减量(不输入符号)
DTB 最终钻孔深度处的停留时间(断屑)
DTS 起点处和用于排屑的停留时间
FRF 第一个钻孔深度的进给率系数(无符号输入)值范围:0.001 … 1
VARI 加工类型(断屑=0,切屑去除=1)
钻头收回
参数 VARI – 加工类型
断屑=0(见下图)
切屑去除=1(见上图)
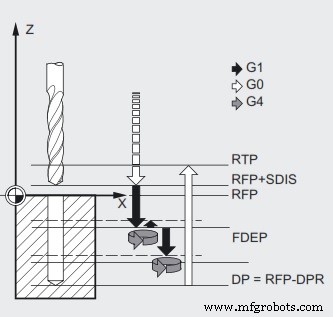
Siemens Sinumerik CYCLE83 深孔啄钻循环 – 断屑
钻头可以在每个进给深度后退回到参考平面 + 安全距离以去除切屑,或者在每种情况下退回 1 mm 以断屑。
数控机床
- 使用 Fanuc G74 啄钻循环的简单 CNC 车床钻孔
- Siemens Sinumerik 840D 螺纹切削循环 CYCLE97
- 使用 G74 钻孔循环 CNC 编程教程进行端面切槽
- G81 钻孔循环 G83 啄钻 G98 G99 示例程序
- Sinumerik 840D CYCLE81 钻孔定心循环编程
- G83 钻孔循环和 G70 螺栓孔圆示例程序
- G83 啄钻循环示例
- Haas CNC 的 G83 啄钻循环(深孔)
- Fanuc 的 G83 啄钻循环(深孔)
- Siemens Sinumerik 808D 手册
- Sinumerik 840D 钻孔循环 CYCLE81 CNC 编程示例代码
- 西门子 Sinumerik CYCLE83 深孔啄钻示例程序