

Haas G73 不规则路径切削循环数控车床
Haas G73 不规则路径切削循环
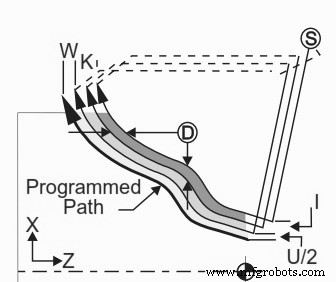
当您想在 X 轴和 Z 轴上去除一致数量的材料时,最好使用 G73 模式重复循环。
格式
G73 P80 Q180 U.01 W.005 I0.3 K0.15 D4 F.012
Haas G73 不规则路径毛坯切削循环数控车床
参数
D – 切削走刀次数,正数
I – X轴从第一次切削到最后一次切削的距离和方向,半径
K – Z轴从第一次切削到最后一次切削的距离和方向
P – 粗加工路径的起始程序段编号
Q – 粗加工路径的结束程序段编号
U – G73精加工余量的X轴尺寸和方向,直径
W – Z轴尺寸和G73 精加工余量的方向
F – 在整个 G73 PQ 块中使用的进给速率
S – 在整个 G73 PQ 块中使用的主轴速度
T – 在整个 G73 PQ 块中使用的刀具和偏移量
Haas G73 示例
O0815 (Example) T101 (Select Tool 1) G50 S1000 G00 X3.5 Z.1 (Move to start point) G96 S100 M03 G73 P80 Q180 U.01 W0.005 I0.3 K0.15 D4 F.012 (Rough P to Q with T1 using G73) N80 G42 G00 X0.6 G01 Z0 F0.1 X0.8 Z-0.1 F.005 Z-0.5 G02 X1.0 Z-0.6 I0.1 G01 X1.4 X2.0 Z-0.9 Z-1.6 X2.3 G03 X2.8 Z-1.85 K-0.25 G01 Z-2.1 N180 G40 X3.1 G00 Z0.1 M05 (******Optional Finishing Sequence*****) G53 X0 (Zero for tool change clearance) G53 Z0 M01 T202 (Select tool 2) N2 G50 S1000 G00 X3.0 Z0.1 (Move to start point) G96 S100 M03 G70 P80 Q180 (Finish P to Q with T2 using G70) G00 Z0.5 M05 G28 M30
数控机床
- CNC Fanuc G73 Pattern Repeating Cycle CNC 程序示例
- 使用 Fanuc G74 啄钻循环的简单 CNC 车床钻孔
- CNC Fanuc G73 图案重复循环
- Haas 数控车床手册免费下载
- 在 Haas 数控车床上使用直观的编程系统修复螺纹
- Haas CNC 上带动力刀具的 C 轴车床编程示例
- 动力车床编程代码 – 主轴定向 Haas CNC
- CNC 车床动力刀具定义和相关 Haas CNC M 代码
- Haas 数控车床 G 代码
- Haas 数控车床 M 代码
- G71 粗车循环示例代码 – CNC 车床编程
- CNC 机床 G 代码和 M 代码 – CNC 铣床和车床