

数控铣床程序 G91 G41 G43
CNC铣削程序实例展示了G91 G41 G43 G代码的使用。
数控铣床程序 G91 G41 G43
数控零件程序
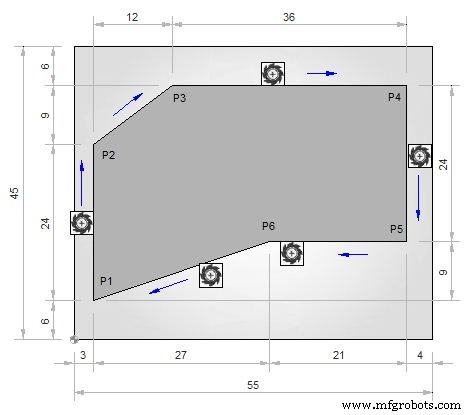
N05 G54 N10 M6 T1 G43 H1 M3 N15 S500 F120 N20 G0 X-22 Y-22 N25 Z-3 N30 G1 X3 Y6 G41 H2 (P1) N35 G91 X0 Y24 (P2) N40 X12 Y9 (P3) N45 X36 (P4) N50 Y-24 (P5) N55 X-21 (P6) N60 G90 X3 Y6 (P1) N65 G0 X-21 G40
G M S T代码解释
| 代码 | 描述 |
|---|---|
| G00 | 快速遍历 |
| G01 | 线性插值 |
| G40 | 刀具补偿取消 |
| G41 | 左刀尖半径补偿 |
| G43 | 刀具长度补偿+方向 |
| G54 | 工件坐标系1选择 |
| G90 | 绝对命令 |
| G91 | 增量命令 |
| M06 | 换刀 |
| T | 工具 |
| 小号 | 速度 |
| F | 提要 |
数控机床