

CNC 铣削程序示例 G03 G90 G91
CNC 铣削程序示例,说明如何将 CNC 程序轻松地从 G90 绝对程序模式转换为 G91 增量程序模式。
CNC 铣削程序示例
| G90 绝对程序 | G91增量程序 |
|---|---|
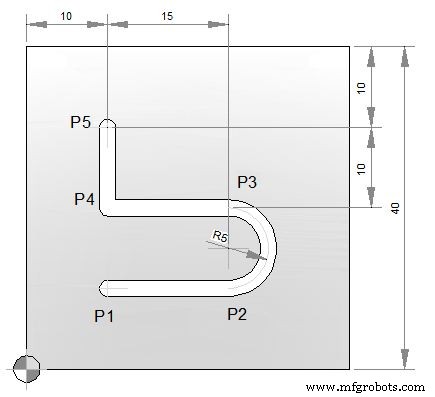
N10 T1 M6 M3 G43 N15 S2000 F80 N20 G0 X10 Y10 Z1 (P1) N25 F30 N30 G1 Z-2 N35 X25 F80 (P2) N40 G3 X25 Y20 I0 J5 (P3) N45 G1 X10 (P4) N50 Y30 (P5) N55 G0 Z100 G49 N60 M30 | N10 T1 M6 M3 G43 N15 S2000 F80 N20 G0 X10 Y10 Z1 N25 F30 N30 G1 Z-2 N35 G91 X15 F80 N40 G3 X0 Y10 I0 J5 N45 G1 X-15 N50 Y10 N55 G90 G0 Z100 G49 N60 M30 |
数控机床