

圆弧插补编程示例 2
虽然这个示例图看起来有点复杂,但是编程起来非常容易。在进行此练习之前,您必须先阅读圆弧插补文章
圆插值概念和编程文章
- 圆插值概念和编程第 1 部分(概念)
- 圆插值概念和编程第 2 部分(R 的使用)
- 圆插值概念和编程第 3 部分(I J K 的使用)
- 圆插值概念和编程第 4 部分(未知 R)
- 圆插值概念和编程第 5 部分(示例)
- 圆插值概念和编程第 6 部分(使用和练习)
和练习号1
- 圆弧插补编程实例1
阅读后您会很容易理解这个程序示例。这是非常简单和基础的工作。
圆弧插补编程实例2
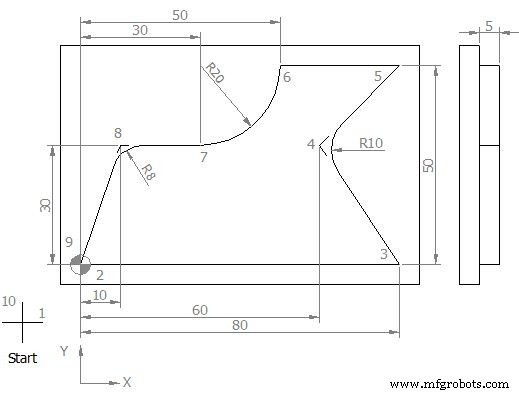
圆弧插补编程实例2
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 M08 N40 X80 Y0 N45 X60 Y30 U10 N50 X80 Y50 N55 X50 Y50 N60 G02 X30 Y30 U20 N65 G01 X10 Y30 U8 N70 X0 Y0 N75 G40 X-20 Y-20 N80 G00 Z50 M09 N85 Y100 N90 M30
完成部分
完成加工过程后,您的工作将如下所示。
完成部分
CNC G代码解释
G00:快速进给。
G54:零偏移编号。 1.
G64:连续路径模式。
G90:绝对尺寸系统。
G17:X-Y平面选择。
G42:刀具半径补偿激活(右侧移动)
G40:刀具半径补偿无效
G02:顺时针圆弧插补
G03:逆时针圆弧插补(逆时针)
S:主轴转速
F:轴运动进给
M:刀具运动(3=顺时针,4=逆时针)
D:刀具编号
M08:冷却液开
M09:冷却液关闭
M30 :主程序结束
数控机床