

选择合适的 CNC 铣刀钻头:实用指南
作为蓝象数控的售后工程师,我每天都会与木工和雕刻师交谈,他们在购买路由器后都会问同样的问题:“我应该使用哪个钻头来完成这项工作?” 正确的钻头可以将功能强大的机器变成精密的工具。下面是一份简明的、有专家支持的参考,它将每种位类型与您的特定任务相匹配。
我。核心位系列
| 位类型 | 主要用途 | 主要功能 | 高级注释 |
|---|---|---|---|
| 立铣刀(平/方) | 切割、开槽、型腔加工、二维轮廓 | 平头创造尖角 | 短凹槽可减少偏转和颤振,这对于精密零件至关重要。 |
| 球头 | 3D 轮廓、细致雕刻、光滑表面 | 圆形尖端产生弧形表面 | 跨步影响表面质量;从 10% 减少到 5%,完成时间减半。 |
| V-Bit(雕刻) | 刻字、标牌、倒角、V 形槽 | 尖头提供可变线宽(V 型雕刻) | 使用 90° 来显示粗体字; 30°–60° 用于精细雕刻。 |

二。了解位特征
1。长笛设计
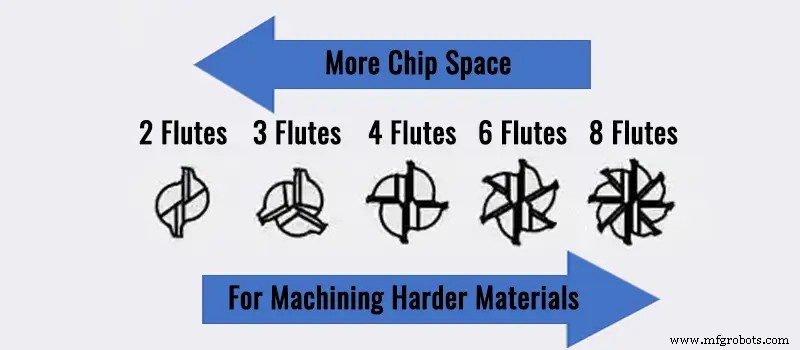
凹槽(螺旋切削刃)决定切屑去除、速度和光洁度。根据材料和所需的表面处理进行选择:
- 单刃 :非常适合软质材料(塑料、铝)的快速排屑;高进给率的理想选择。
- 双槽 :木工的主力;平衡强度、切割质量和排屑。
- 三/四刃 :最适合较硬材料的光滑表面;需要较慢的进给速度和强大的主轴来清除切屑。

提示: 更多的凹槽意味着更小的波谷,从而减少切屑间隙。四刃钻头在碳纤维和酚醛树脂方面表现出色,但会使木材过热。
2。剪切方向
- 向上剪辑 :排屑槽将切屑向上拉;非常适合深切口和清洁底部,但可能会导致顶部破裂。
- 向下剪裁 :排屑槽将切屑向下推;保持薄材料平整并留下干净的顶部,但底部可能会磨损。
- 压缩 :结合了向上切割的尖端和向下切割的主体;非常适合片状货物,两侧边缘干净。
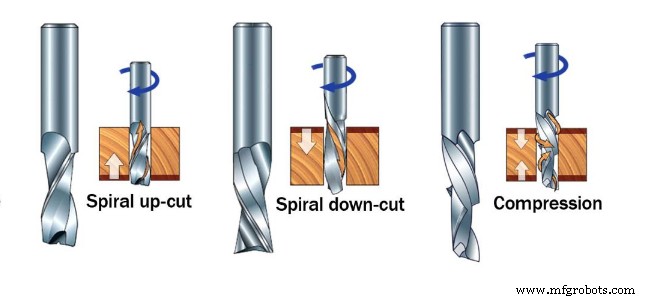
高级提示: 开始切割比上切长度更深(通常为 3-4 毫米),以便下切部分完全接合。
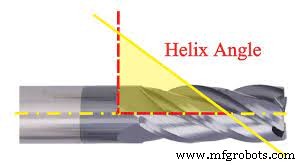
3。螺旋角
切削刃与刀具轴线之间的角度影响切屑流和表面光洁度。
- 低(20°–30°) :最适合金属和硬塑料 — 边缘更坚固,振动更小。
- 中(30°–40°) :适用于木工(胶合板、MDF、实木);平衡切屑排出和切削刃强度。
- 高(40°–55°) :专为在粘性木材或铝材中快速、干净地排屑而设计;减少热量,但会更用力地拉动主轴。
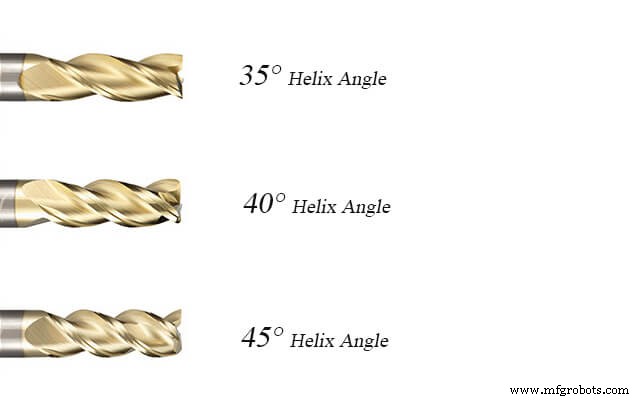
高级洞察力: 高螺旋刀具可在高进给率下降低刀具负载,这对于高速家具生产至关重要。
三。将位与您的项目相匹配
| 项目目标 | 推荐位 | 为什么有效 |
|---|---|---|
| 一般切割/尺寸调整(胶合板、MDF) | 压缩钻头,双槽立铣刀 | 压缩可提供两侧干净的边缘;双刃切削快速可靠。 |
| 详细的 3D 雕刻(浮雕、雕塑) | 球头钻头(小直径) | 圆形尖端提供光滑的轮廓表面,无需阶梯。 |
| 雕刻字母/标牌 | V 位(90° 或 60°) | V 形可产生清晰的字体;角度控制深度和宽度。 |
| 型腔(创建凹槽) | 立铣刀(平面)→ 球头 | 平底产生水平口袋地板;球头采用圆角处理。 |
| 边缘仿形/倒角 | V 位或专用圆形位 | V-Bit 提供直斜角;倒圆创建平滑的弯曲边缘。 |
四。高级位选择
1。特殊材质和效果
- 复合材料(碳纤维、玻璃纤维、层压板) :使用金刚石涂层或 PCD(多晶金刚石)钻头。它们的极高硬度可抵抗磨损并延长刀具寿命。

- 高精度和精细细节 :锥形球头和锥形立铣刀钻头可提供刀柄刚性,同时实现精细刀尖,从而实现更深的切削和更锋利的内角。

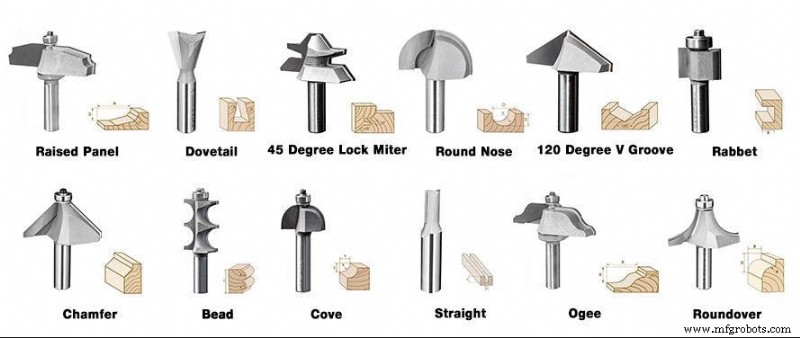
- 装饰边缘和装饰线条 :型材钻头(罗马 Ogee、Cove、Dovetail)可让您直接在 CNC 铣床上创建经典细木工。
2。工具涂层
涂层可减少磨损、摩擦和热量,从而实现更高的进给量和更长的磨刀间隔。
- 无涂层 :标准、经济高效,适用于一般木工,但在磨料上磨损更快。
- TiN(氮化钛) :金色;提高硬度和耐热性,适合多种用途。

- TiAlN(氮化钛铝) :深紫色/古铜色;非常适合切割金属或致密复合材料等高温任务。

V。优化性能:进给、速度和保持
1。掌握进给和速度
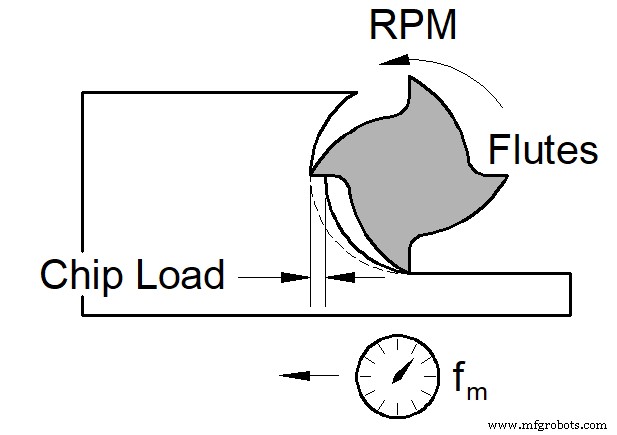
主轴转速 (RPM)、进给速度 (IPM) 和切屑负载之间的关系决定了切削质量和刀具寿命。
芯片负载(关键参数)
切屑负载 =进给速度 (IPM) ÷ (RPM × 槽数)。它是每个凹槽每转去除的材料厚度。
- 太低 :钻头摩擦,产生热量,使材料变暗或熔化。
- 太高 :钻头过载会导致偏斜、颤振、光洁度差以及可能的破损。
- 最佳 :干净地将材料剪切成卷曲的碎片,有效地去除热量并提供光滑的表面。
试切的实际调整
- 寻求更平滑的表面:提高转速 或降低进给率 以降低芯片负载。
- 去除更多材料:降低转速 和提高进给率 (在安全芯片负载限制内)。
- 颤抖或尖叫声:降低转速 和提高进给率 ,或改用更坚硬、直径更大的钻头。
2。安全的工具固定
- 精密夹头 :使用ER系列或同等产品;它们均匀地夹紧整个柄,防止跳动。

- 清洁度 :保持夹头和刀杆一尘不染;即使是一粒灰尘也会导致不平衡。
- 握把长度 :完全插入刀柄 — 夹紧力切勿小于刀具直径的 3-4 倍。
六。安全与维护
1。安全实践
- 佩戴护目镜、听力保护装置,并使用集尘装置或呼吸器。
- 用夹具或真空吸尘器固定工件;移动的部件可以打碎碎片并产生射弹。
- 如果您听到尖叫声或感觉到过度振动,请立即停止。
2。位保养和存储
- 清洁 :用专用清洁剂或合适的溶剂去除沥青和树脂。
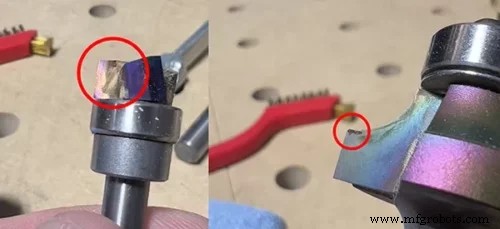
- 检查 :每次运行前检查是否有缺口、裂纹或暗淡;钝的钻头会迫使进给量增加并降低安全性。
- 存储 :使用整齐的箱子或带有单独插槽的架子,以防止边缘损坏。


七。需要专家建议?
在蓝象数控 ,我们每天运行机器,每年与数千名客户合作。如果您不确定哪种钻头、速度或进给率适合您的项目,联系我们 。我们的售前和售后团队提供 24 小时多语言支持,以确保您的成功。
相关主题:
数控机床
- 为什么要选择 CNC 加工进行快速成型?
- Syntec 6MB 控制系统中精确的刀具长度测量 – 分步指南
- 1325CO2 激光切割机发往贝宁 – 可靠的 CNC 和激光解决方案
- SINUMERIK CNC 控制 - 集成在线帮助 - CNC 机械师概述
- 2022 年 5 个有利可图的 CNC 项目
- 全自动实木门四面切割机 – 快速、精确、轻松装卸
- CNC 铣床床身的专业热处理:增强耐用性和性能
- 数控机械手工艺
- 法国合作伙伴 1530-3S 4 轴气动系统 3 主轴 CNC 路由器,带旋转装置
- 在 CNC 加工中具有高度灵活性的自动化生产线
- 了解精密 CNC 加工如何提高生产力
- Mazak CNC 屏幕操作警报错误代码