

CNC多轴卡盘的价值
使用卡盘车床从通过铸造、锻造和金属注射成型 (MIM) 等工艺制造的成型坯料加工零件具有经济优势。使用近净形零件的这一概念的目标是限制粗加工操作的数量并通过精确车削来精加工零件。多轴车床等生产车削平台的优势倍增。
例如,Tornos 已经构建了定制的 CNC 多轴卡盘机床,以满足客户的特定需求。该公司现在提供两种标准型号:MultiSwiss 6x16 Chucker 和 MultiSwiss 6x32 Chucker,它们基于传统的棒料型号。
借助 MultiSwiss 6x16 卡盘,零件毛坯通过气动装置加载到机器的工作区,该装置将其在位置 5 的主轴前旋转 90 度。然后主轴拾取零件并以顺时针方向开始加工(位置 5、4、3、2 和 1),之后由副主轴取出零件并输送到机器外部的振动碗中。 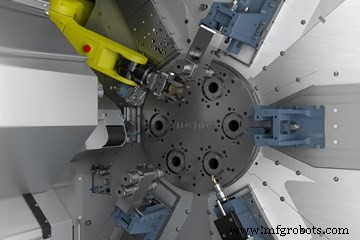
这款多轴夹盘机内部有一个机器人它的工作区装载工件毛坯。图片来源:托诺斯
同样,MultiSwiss 6x32 卡盘具有与 MultiSwiss 6x32 相同的运动学特性,提供六个主轴、最多三个 Y 轴和四个用于后加工操作的工具。据说它提供了三个主要好处:
- 一种新的主轴设计,可以为推钳、拉钳或卡盘使用各种夹紧系统。这意味着可以夹持大于 32 毫米的零件。
- 一种更紧凑的新型机床机身,可节省占地面积并实现主轴中心冷却液的集成。
- 一种集成在机器中的机器人解决方案,用于通过将加工区与码垛单元隔开的小型转盘来装载/卸载零件。这种模块化解决方案旨在满足用户的需求,具体取决于要加工的零件或要执行的操作。据说很容易适应通过机器人进行单抓手或双抓手卸载或使用坡道进行标准卸载。
对于主轴和副主轴,夹头系统用于夹持直径最大为 32 mm 的毛坯(长径比为 4:1)。或者,卡盘系统可用于直径达 50 毫米、长度达 50 毫米的较大零件。根据零件的机械灵敏度,可以进行力调整。主轴有一个内部固定挡块。不需要机械调整,因为所有主轴都由独立轴控制,这些轴可以通过参数表进行数字偏移。此外,在加工以及零件装卸过程中都可以使用低压或高压冲洗。
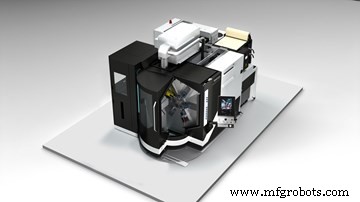
多主轴卡盘占用空间更少因为他们没有送料器。
与普通 MultiSwiss 机器一样,可以通过副主轴完成零件卸载。也可以使用机器人在主轴外(不需要后加工)或副主轴(如果用户更喜欢零件码垛)来完成。对于零件的机器人卸载和码垛,使用旋转传送带将工作区和码垛单元分开。该公司表示,第二个机器人然后从旋转转盘上装载和卸载零件,从而提供更快、更清洁的解决方案。根据循环时间,机器人上的双抓手可用于提高装卸速度。
Tornos 的交钥匙码垛单元、2 x 8 托盘系统或 16 托盘系统(600 毫米 x 400 毫米)使外部处理成为可能。对于散装零件,可以使用更简单的系统:机器人可以用碗式进料器进料,也可以使用常规的零件提取解决方案。零件清洗和测量也可以集成。
卡盘机的紧凑性——部分原因是不需要棒材送料机——意味着用户可以从一系列外围设备中受益,以实现更大的灵活性和自主性。标准机器功能包括切屑管理系统和带双重过滤的油箱高压泵和冷却器。此外,如有需要,可将机器改造成带送料机的棒料车床。

工业设备