

焊接导电嘴和喷嘴的最佳实践
大量时间和金钱将花费在导电嘴和喷嘴上,因此了解如何为该过程带来最大价值非常重要。本文将有助于加深对焊接导电嘴和喷嘴的了解。

联系提示
导电嘴负责引导焊丝并将电流从导线管(又称鹅颈管)通过填充焊丝传输到工件。他们负责电流传输和电汇定位。
了解如何使导电嘴保持最佳性能对于您的焊接应用需求至关重要。
为导电嘴选择的材料很重要,因为焊枪耗材是部件之间焊接电路中的最后一条导电线。这意味着为您的生产线需求选择合适的材料将提供更高质量的焊接产品。
可供选择的流行材料有铜、铍、铜锆、镀银和重型银。
铍铜: 包括耐用性在内的有益特性,但它被认为是一种有毒的生产消耗品,因此工程师避免使用它。
铜: 良好的导电性,但缺乏硬度,更好的电弧特性导致更好的焊接质量和更少的修补或返工。但是,与铜锆相比,您更换纯铜尖端的频率要高得多。焊接单元的停机时间增加和吞吐量减少。
铜锆 :硬度较大但导电性较差。
镀银导电嘴 :使用微米级镀银,因为它非常坚硬且具有导电性。与标准铜尖端相比,这可以将触点寿命提高 9 倍。由于钻孔过程,它具有较低的飞溅附着力和更光滑的孔,从而产生更好的热量和电流传递。
BINZEL 的联系提示有以下参考点:
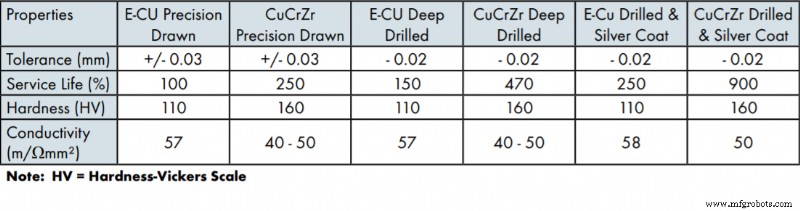 图片来源:Abicor Binzel 的机器人焊枪权威指南
图片来源:Abicor Binzel 的机器人焊枪权威指南
在拉制和钻孔触点之间做出选择
绘制:是创建联系提示的常见过程;有更多的变化和更少的公差控制。铜从长铜棒中拉出和挤压,然后冷却到导电嘴中。由于从生产过程中去除了钻孔步骤,因此成本较低。
钻孔:孔由实体形状进行分度、钻孔和机加工,使孔口具有更大的完整性。挤压接触尖端的使用寿命不如钻孔尖端。
拉制和钻孔的区别:
导电嘴尺寸的完整性和可重复性是拉制导电嘴和钻孔导电嘴之间的真正区别。
例如,由拉拔工艺制成的 0.045' 导电嘴在孔径和光洁度方面更容易出错。始终带有铸件的钢丝仅触及尖端表面的高点,因此通常会在一侧磨损。
此外,拉制工艺不如钻孔工艺可靠地重复或精确。尖端孔中存在误差范围,因为 0.045” 导电嘴孔可能大至 0.049” 或小至 0.042”。
这种不一致会导致低质量的起弧、返工和产量下降。它还可能导致焊丝翻转,即焊丝在焊缝外游荡,由于公差不一致而完全导致零件报废。
喷嘴
喷嘴最常见的问题之一是飞溅堆积。不良的喷嘴会在短时间内产生大量飞溅物。见下文。

图片来源:Abicor Binzel 撰写的《机器人焊枪权威指南》
选择正确的喷嘴时,材料选择也势在必行;材料越耐热,喷嘴内部的飞溅就越少。见下文。

图片来源:Abicor Binzel 撰写的《机器人焊枪权威指南》
例如,带有焊接喷嘴的纯铜或黄铜基材料的使用寿命不如镀镍或镀铬喷嘴等更硬的喷嘴材料,因为它们具有飞溅和耐热特性(将上面的第一张黄铜喷嘴图片与第二张图)。
通常,您会发现一种更硬的导电材料,可以防止飞溅并且不易结垢,例如镍。这将提供更少的铰链周期并最终提高生产率。
滑入式与螺纹喷嘴
有两种喷嘴:滑入式和螺纹式。成本效益分析通常涉及停机时间,因为它会花费金钱、牺牲吞吐量并使机器人无法实现投资回报 (ROI)。
一脚蹬 :滑入式喷嘴被认为更容易装卸,但随着时间的推移它们可能会松动并导致焊缝出现气孔。它们对火炬铰孔也无效。
线程化: 风险被最小化到不存在。有一个细螺纹选项和一个粗螺纹选项。这两种样式都比滑入式喷嘴更具优势,因为它们不太可能发生故障。
细螺纹喷嘴更难安装和拆卸(绑定),同时处理碎屑和飞溅也更困难。
粗螺纹喷嘴不会受到飞溅和碎屑的影响。
立即联系 RobotWorx!
总之,了解以下内容很重要:您使用的是拉制的还是钻孔的接触尖头?导电嘴的硬度和电导率水平是多少?什么是尖端材料以及多久更换一次接触尖端?喷嘴材质?喷嘴是带螺纹的还是滑动式的?喷嘴多久需要更换一次,费用是多少?
来源:https://cdn2.hubspot.net/hubfs...
工业机器人