

使用光学麦克风监控增材制造
近年来,增材制造 (AM) 技术在行业中得到了广泛采用。随着数字化和按需制造将生产现场的面貌转变为全自动操作线,可靠的过程监控方法变得越来越重要。
在基于激光的金属加工中,众所周知的事实是,可以实时分析加工过程中的光和声发射,并将其与最终零件质量相关联。 1,2,3 这种方法带来了巨大的价值,因为在生产过程中产生的孔隙、裂缝或其他不均匀性极大地影响了机械性能并增加了部件缺陷的风险。对警告过程信号立即做出反应可以减少废料并节省时间。
如今,高温计、高速相机、红外相机和光电二极管等光学系统被广泛用于在学术和工业环境中监控基于激光的 AM 工艺。 4 尽管它们对激光-金属相互作用区域产生了重要的洞察力,但它们对激光关闭后发生的相关方面视而不见,例如。热应力开裂。
结构承载声学传感器系统最近已上市,例如在粉末床融合 (PBF) 工艺中。 5 然而,当涉及到诸如激光金属沉积 (LMD) 或电弧增材制造 (WAAM) 等工艺时,结构声探测器面临挑战,在这些工艺中,结构绑定的信号路径会发生变化,甚至可能在整个构建过程中被中断。在这种情况下,固定距离的空气耦合声学传感器提供了一种有效的解决方案。
一种新的超声检查技术
与传统的薄膜或压电声学传感器相比,XARION Laser Acoustics 的宽带光学麦克风通过干涉测量法工作。其非运动检测原理依赖于声波,导致位于传感器头顶部的 2 mm 干涉仪腔内空气的折射率发生变化,如图 1a 所示。这会导致激光波长的微小变化,在腔内来回包含和反射。波长的轻微偏差会导致干涉的变化,从而导致从腔体返回的光强度的变化。然后通过外部光电二极管测量强度的变化。
这种声学转换方法——完全没有可移动元件——提供了麦克风市场上最宽的频率范围,超过了现有技术的 10 倍。来自附近机械的,通常仅限于较低频率(<100 kHz),光学麦克风的范围从 10 Hz 到 1 MHz 可以在有价值的过程信号和不需要的噪声之间实现清晰的频谱分离。这种频率响应的上限部分是由介质本身预先确定的,因为空气的吸收会非常强烈地抑制声音的传播。例如,空气中的 2 MHz 声学信号的衰减约为 640 dB/m。 6
在以下情况下,将讨论几种应用。在所有设置中,传感器的模拟电输出被馈入高速数据采集和分析系统,该系统执行实时 FFT 计算和机载过程排放的光谱显示。
激光金属沉积 (LMD)

LMD 工艺中的一个常见问题是由于热应力而形成的裂纹。这些裂缝可能在处理时间内出现,也可能在几分钟后出现。基于机器人的 LMD 工艺(送丝或送粉)允许保持恒定的测量距离。安装在机器人头部的空气耦合声学系统的优势在于可以分析来自激光与材料相互作用的信号以及激光发射后的材料行为。图 2 显示了具有相应声学特征的测量设置示例。
由于裂纹信号在频率上往往是宽带的,因此可以应用高通滤波器来安全地检测过程中和后处理的裂纹发生,而不会受到生产噪声的干扰。在此设置中,应用了 350 kHz 至 1 MHz 的滤波器,从 X 射线成像和涡流检测的无损检测方法中,该滤波器与裂纹计数的相关性最强,如参考文献 7 所述。
粉末床融合 (PBF)

为了在 PBF 过程中拾取超声波发射,光学麦克风被放置在构建室内,距离构建板约 30 厘米,如图 1b 所示。图 3 描绘了一个典型的声学过程特征,它还展示了高频超声分析的优势,即没有混响,在较低频率范围内可以“涂抹”信号,随后,过程的卓越时间分辨率事件。
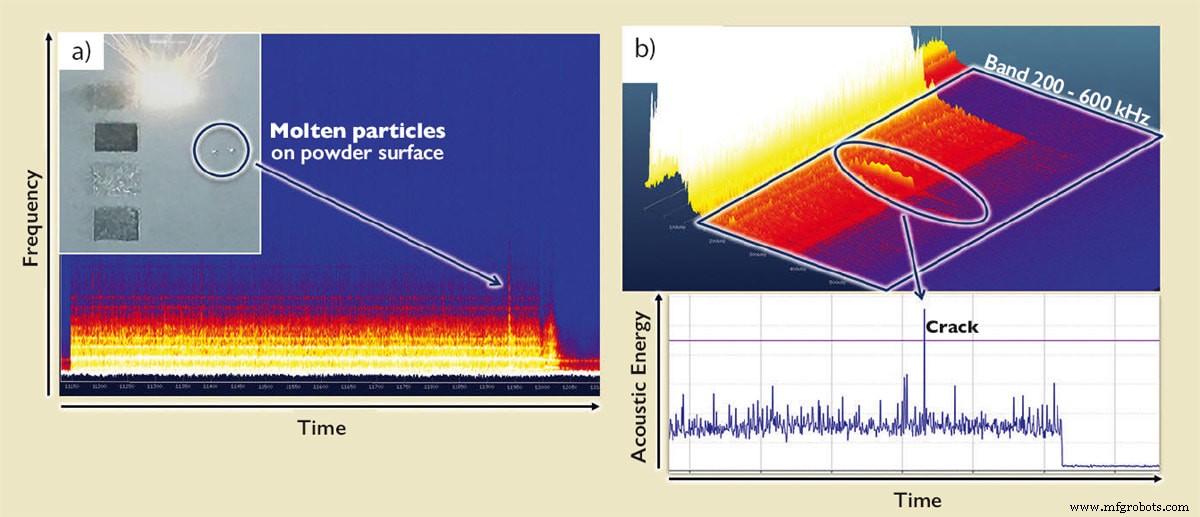
与 LMD 设置相比,PBF 采用镜面振镜引导工艺激光穿过粉末床。此过程导致机载信号的距离和频率相关衰减,该衰减遵循已知关系,因此如果同时跟踪激光坐标,则可以将其考虑在内。在许多情况下,也没有必要保持恒定的信号接地电平,例如用于检测短期光谱异常。图 4 显示了其中的两个示例:图 4a 显示了光谱图中的宽带峰,该峰源自激光通过粉末上的熔融颗粒,图 4b 显示了 3D 光谱图视图(上)和相应的裂纹信号在 200-600 kHz 频段上积分的二维能量曲线(下)。
电弧增材制造 (WAAM)
与 LMD 中类似的设置可应用于 WAAM 流程(图 5)。声学信号的特征差异很大,即使它也是高达 600 kHz 的宽带。主要现象是液滴形成周期(大约每 10 ms 出现一次明显的块)、与电弧调制率(此处为 80 kHz)相关的音调信号和与金属蒸发相关的宽带过程发射。

该工艺的两个最关键参数是电弧的稳定性和形成周期。监测前者,可以对调制频率及其高次谐波应用窄带通滤波器,而对于后者,可以对高通滤波的时间信号进行FFT分析,以计算相对较慢的液滴速率没有背景噪音。
结论
通过提供用于最高超声频率的无膜宽带麦克风,现在可以利用和利用以前无法访问的信息来实时监测声学过程现象。未来的发展涉及三角测量的应用,以便可以对声音来源进行本地化,以进一步方便操作员、工艺工程师和机器制造商发现潜在的缺陷。此外,目标是包含板载 AI 方法,这些方法适用于声学数据流,并促进该技术向更复杂的工业监测应用的发展。
致谢
作者非常感谢 AIMEN 技术中心(西班牙)和 Damon Northeast(雷尼绍 plc)的支持。
参考文献
- D. F. Farson 和 K. R. Kim:激光焊接羽流中光和声发射的产生 , 应用物理学杂志 85, 1329 (1999);
- M. Bastuck 等人:Überwachung und Qualitätssicherung des Laserschweißprozeses ultrahochfester Karosseriestähle durch integrierte ZfPVerfahren , DGZfP-Jahretagung – Mi.2.A.4 (2013);
- J Shao 和 Y Yan:激光焊接在线监测检测技术综述 , Journal of Physics:Conference Series 15, 101–107 (2005)
- S. Everton 等人:金属增材制造的原位过程监控和原位计量综述 , 材料与设计 95 (2016) 0431-445
- Anas Essop,3D 打印行业,2019 年 12 月 10 日,2020 年 6 月 26 日访问。
- M.低音,声音的大气吸收,JASA (1990)
- Camilo Prieto 等人:通过光学麦克风在激光金属沉积应用中进行裂纹检测的原位过程监控,来自 AIMEN 技术中心(西班牙)的测量数据 ,LANE 会议,工业论文参赛(2020 年)
本文由应用工程师 Martin Ursprung 撰写; Thomas Heine,研发主管; Balthasar Fischer,首席执行官; Wolfgang Rohringer,开发工程师; XARION Laser Acoustics GmbH(奥地利维也纳)的应用工程师 Ryan Sommerhuber。欲了解更多信息,请联系 Mr. Sommerhuber 在此电子邮件地址已受到防止垃圾邮件机器人的保护。您需要启用 JavaScript 才能查看它。或访问这里 .
传感器