

值得吗?熔模铸造的好处
脱蜡,一次性模具制造出表面更精细的精密产品
什么是熔模铸造?
熔模铸造,通常被称为“脱蜡”铸造,使用一次性模具工艺来制造具有异常精细表面的复杂产品。这是一种精密技术,因为可以在模具设计中创造出多功能性。砂型铸造模型必须一分为二,并且具有能够在封闭的分体模具内支撑的内芯。熔模模具几乎可以制成任何可以用蜡雕刻和涂层的形状。工艺和成型更昂贵,但生产的产品可能更复杂和精确。所有金属铸件的表面都反映了它们铸造的材料。因此砂铸件具有凹凸不平的纹理。熔模铸件可以来自具有更光滑表面的模具。
常见的熔模铸造产品有哪些?
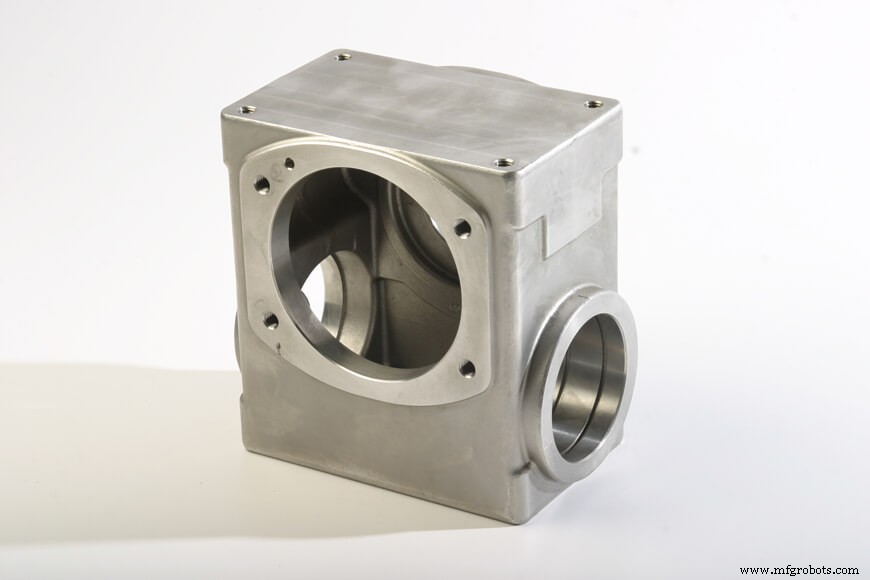
熔模铸造产品通常是精密机器的可操作部件。例如,在汽车中,发动机外壳可以是砂铸的。风扇、凸轮和其他形状复杂的零件,尤其是那些移动并需要精细表面的零件,通常会采用熔模铸造。
对于非常精细的雕像、珠宝或其他具有非常精细细节和光滑表面光洁度的装饰物品,熔模铸造也很常见。

熔模铸造工艺
熔模铸造工艺需要消耗型模型,通常由蜡制成;陶瓷模具材料;一个窑;以及用于熔化金属和填充模具的铸造工艺。
消耗品或蜡样
图案是要制作的最终产品的精确复制品。幽默地说,图案是通过填充通常由铝或钢制成的注塑模具制成的。这些模具可以是机加工的、3D 打印的,甚至是手工雕刻的。使用这些工艺制造每个零件比制造模具然后转移到铸造工艺更昂贵。失蜡铸造比砂型铸造更昂贵,但它仍然能够扩大规模以适应高周转率的工业生产。一旦创建了注塑模具,就可以快速大量制作蜡模,因为它们需要最少的时间来冷却和固化。
模式组合
一旦形成,蜡模被组装成树或铸造系统,这将允许同时铸造多个项目。树形结构由一系列浇口和浇口制成,也由固体蜡制成。这些固体蜡分支最终将形成空心通道,这些通道承载熔融金属以形成每个最终产品。必须仔细组装树状结构,以确保优质的产品和高效的工作流程。根据现场的设施和产品尺寸,可以在同一棵树中组装许多图案以进行批量生产。较大的物品也可以单独施放。
陶瓷“投资”模具
组装好树结构后,将其浸入液体陶瓷浴中。陶瓷覆盖整棵树并晾干。这些浴重复几次,使每层涂层硬化,直到形成厚模具。然后将树加热以熔化蜡,蜡完全从模具中排出。一旦蜡被去除,模具被加热到更高的温度,熔融金属被倒入里面,填充曾经被蜡模占据的空腔。应用陶瓷浆料的过程被称为熔模铸造的“熔模”方面。
脱模
一旦金属冷却并凝固,陶瓷模具就会被打破,露出铸造产品。然后移除浇口和浇口,然后应用任何额外的精加工或处理程序。
多功能应用
蜡模几乎可以制成任何形式,没有锥度,也不会影响最终产品的质量。
熔模铸造可用于一系列产品和材料。根据现场的铸造设施,产品的重量可能只有几分之一盎司,甚至超过一千磅。陶瓷熔模也适用于高温浇注。
熔模铸造中使用的常见材料包括钢和其他基于铁、铝、镍、钴、钛和铜的合金。根据应用的不同,熔模铸造既适用于短期生产也适用于长期生产,一次可生产数百种产品。
蜡和陶瓷材料可以在整个熔模铸造过程中重复使用。用过的蜡会重新安装到浇口和冒口中,陶瓷模具可以重新加工以用于新模具——通常是对精度要求较低的外部陶瓷层。
熔模铸造优于砂型铸造
所有铸造方法都具有许多设计优势:能够最大限度地减少材料投入,并形成在没有大量机械加工或组装的情况下难以实现的结构。
然而,熔模铸造的一个主要优点是其模具的多功能性。因为模具是一次性的,而且蜡模可以以液体形式不显眼地去除,制造商在设计熔模铸造产品时拥有极大的自由度。与大多数其他成型和铸造方法相比,熔模铸造提供了更复杂的设计能力。
熔模铸造与砂型铸造

砂型铸造是另一种有效的铸造方法,它使用砂来形成一次性模具。它是北美使用最广泛的铸造方法,但有几个关键区别。
在为项目选择最佳铸造方法时,请考虑以下几点:
- 在浇注之前,必须将砂模拉开以去除图案。为确保模具合适,需要设计带有锥度或拔模的图案,以最大程度地减少摩擦,并防止砂模在部分分开时被破坏。由于砂模由两部分组成,因此最终产品将始终具有分型线,一旦冷却可能需要将其磨掉。
- 可以轻松调整砂型铸造模具以适应设计变化。这使工程师可以自由地在经过测试后快速轻松地更换零件。
- 内腔对于砂型铸造也是一个挑战,砂型铸造依赖于型芯的使用。型芯是插入模具中以形成不与模具表面接触的零件内部的预成型形状。根据型芯的形状和复杂性(可以是单个组件或多个型芯的组件),在模具中成型和固定可能会很耗时。
- 在砂型铸造中,由于模型的可重复使用性,新铸件的制造速度比熔模铸造更快。
- 还值得注意的是,砂型即使使用合成添加剂和高度压实,也无法达到陶瓷的硬度。因此,砂型铸造表面通常具有更高的公差,并且需要机器研磨才能达到精加工表面。
- 还值得注意的是,砂型即使使用合成添加剂和高度压实,也无法达到陶瓷的硬度。因此,砂型铸造表面通常具有更高的公差,并且需要机器研磨才能达到精加工表面。
- 砂型铸造可以生产各种尺寸和重量的金属部件,而熔模铸造要求最终部件的重量小于 100 磅。
- 通过熔模铸造,蜡模几乎可以制成任何形式。
- 陶瓷模具也非常坚硬,可以制造出公差低的光滑表面,通常壁很薄。移除任何浇口和浇口后,许多产品不需要任何额外的人工来处理或整理。
- 通过熔模铸造,蜡模几乎可以制成任何形式,没有锥度,也不会影响最终产品的质量。
- 陶瓷模具也非常坚硬,可以制造出公差低的光滑表面——通常壁很薄。移除任何浇口和浇口后,许多产品不需要任何额外的人工来处理或整理。
规划熔模铸造项目
确定最佳制造方法取决于一系列因素。以下是您的生产设计专业人员需要考虑的一些事项:
- 最终产品类型: 产品所需的尺寸和形状是什么?不同的铸造方法将更适合某些尺寸,它们还会影响达到最终尺寸所需的加工量。
- 数量: 在考虑数量时,最好尽可能向前看。如果长期计划多批次,短期内可能更经济的方法可能会变得更昂贵。对工具和模具进行更大的初始投资通常可以在以后节省资金。但是,短期或一次性制作不需要相同的投资。
- 公差: 您的尺寸需要有多精确?熔模铸造通常可以实现最小公差,尤其是对于壁非常薄的产品。
- 机械应用: 铸造可以减少机械应用所需的组装量——通常可以节省时间和劳动力。
- 材料要求: 熔模铸造中使用的陶瓷模具适用于各种材料,包括在高温下浇注的钢基和铁基合金。
- 后期制作: 与其他形式的铸造一样,根据最终应用,熔模铸造产品可能需要经过各种热处理或其他表面处理。
熔模铸造厂
大多数生产熔模铸件的铸造厂不一定会提供其他的铸件生产方式,宁愿专注于单一的铸造生产方式。砂型铸造与熔模铸造等生产方法之间存在显着差异,这使得一家公司不太可能拥有提供多种成型生产方法所需的基础设施。
熔模铸件的成本通常高于使用其他更简单的方法(例如砂型铸造)生产的铸件。然而,所获得的好处——包括复杂性、可靠性、可重复性、表面光洁度等——足以弥补成本上的差异。
真正了解您正在设计或尝试购买的铸件的设计参数非常重要。例如,如果熔模铸件无需机加工即可提供最终形状零件,但砂型铸件需要机加工,那么熔模铸造的额外成本可能是合理的。
来源
- Grote、Karl-Heinrich 和 Erik K. Antonsson。 Springer 机械工程手册,第 10 卷 .加利福尼亚州帕萨迪纳:施普林格科学与商业媒体,2009 年。
- 亨特,L.B. “失蜡铸造的悠久历史:超过五千年的艺术和工艺。” 黄金公报 . 1980 年 6 月,第 13 卷,第 2 期,第 63-79 页。
- Rundman, Karl B. 金属铸造(MY4130 参考书) .密歇根理工大学。大学:材料科学与工程系。
金属