

3D 打印机跳过图层!如何修复它的指南!
无论打印机品牌如何,所有 3D 打印机用户都曾在某个时候遇到过这个特殊问题。本文分析了可能导致上述问题的不同因素以及每种情况下的解决方案。
用户如何解决跳层问题?一般来说,这是一个机械问题,只需进行一些简单的调整和良好的维护,就可以解决甚至预防它。
如何判断 3D 打印机是否在跳层?
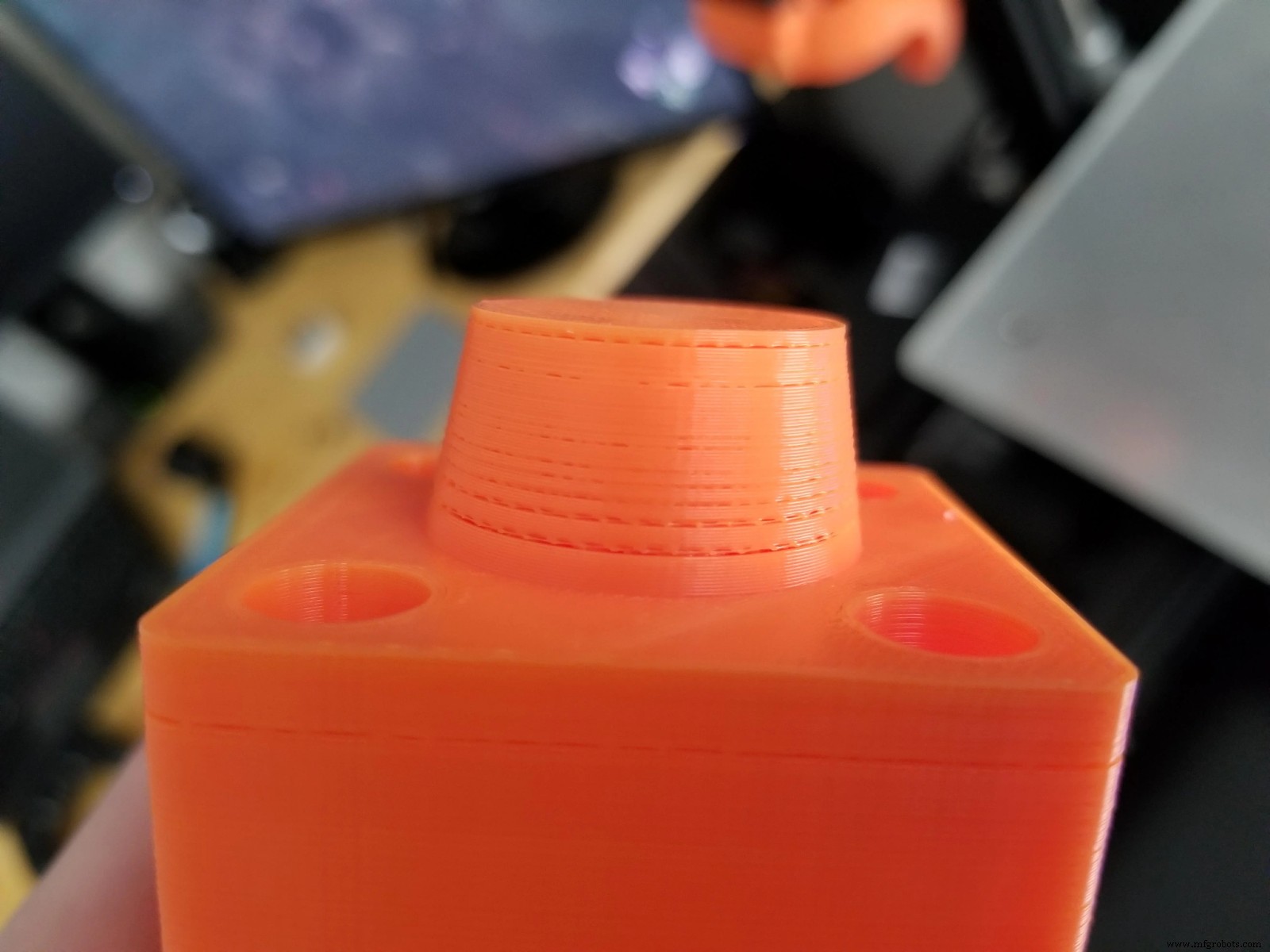
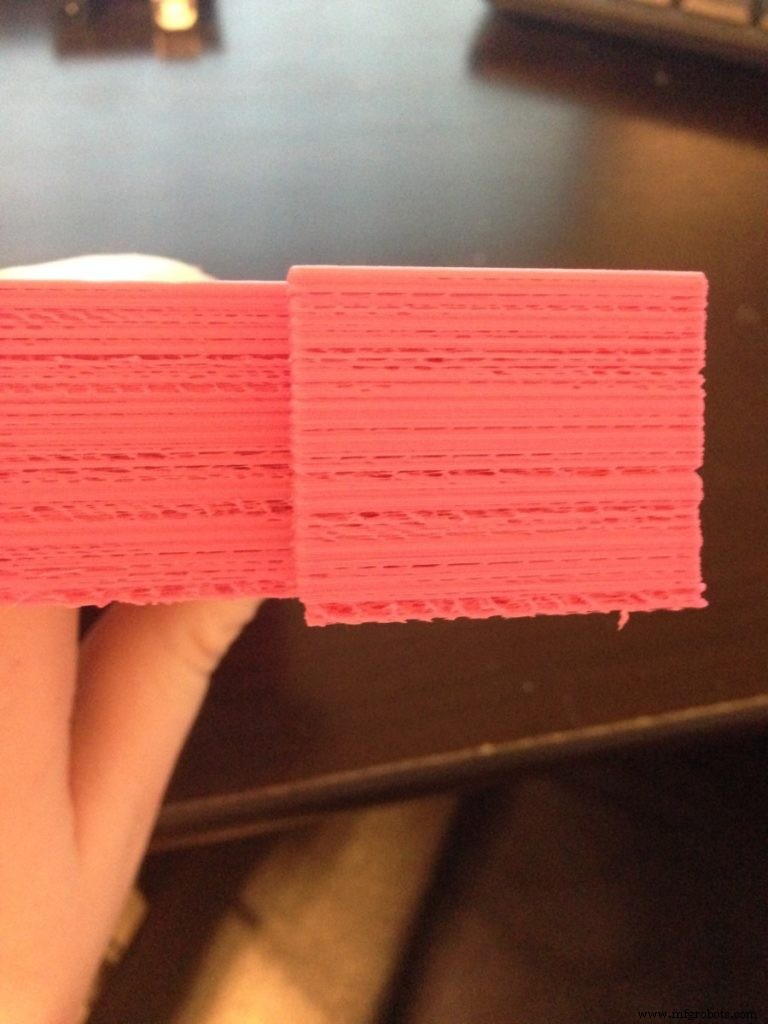
当存在跳层问题时,可以在碎片中观察到一些缺乏材料或不规则且稀少的流动的层,如下图所示。因此,碎片的外观很差,甚至很脆弱。
是什么原因以及如何解决问题?
有许多因素会导致这些类型的问题。通常,缺少层或层跳跃通常是由于机械问题。下面描述了从最一般到更具体的解决上述问题的解决方案。
从机械维护开始
重要的是要了解如何对打印机进行机械维护,以防止将来出现不便,从而延长其元件的使用寿命。与任何机器一样,零件因频繁使用而磨损,一些螺丝松动,润滑零件变干等。
通过一些简单的步骤进行维护服务:
拧紧所有螺母和螺钉
持续运动引起的振动是螺丝和螺母松动的原因。如果打印机螺丝没有正确拧紧,可能会在某些轴和皮带上观察到小的错位,以及其他错位。
怎么做
对于此任务,需要使用与螺母尺寸相同的内六角扳手和钳子或扳手。
只需使用适当的内六角扳手检查并拧紧所有螺钉。如果螺丝穿过,螺母在后面,请用钳子或扳手夹住螺母,以免在拧紧螺丝时出现错误的转动。

在某些情况下,将普通螺母更换为自制动螺母是合适的。它们是由内部的一种材料制成的,这种材料可以起到制动器的作用,因此它们不会因振动而松动。

正确拉紧托架皮带也很重要。通常,打印机具有手动拧紧系统。为此,通过释放皮带张力来松开螺丝。然后,用手握住表带的末端,拉伸以获得良好的张力并再次拧紧螺丝。

对于 Ender 打印机或类似打印机,使用扳手拧紧轴承的偏心螺母也很重要,如下所示。

检查杆和支架是否错位
怎么做
在某些打印机中,Z 轴的运动是由两个与螺杆同时工作的电机来执行的。两端高度相同很重要。这可以通过用尺子测量每一端并拧紧高度直到它们相同来完成。
对于 Enders 等打印机,这种类型的错位不太可能发生,因为托架末端的结构会形成一个正方形。
确保喷嘴没有堵塞(这会产生低挤出流量)
当喷嘴部分堵塞时,挤出流动不规则。这会在层中产生材料不足。这可能由于不同的因素而发生:
- 由于灯丝内部的异物而进入喷嘴的颗粒;
- 由于回缩配置错误导致堵塞;
- 新细丝无法完全去除的其他不太常见的材料(碳纤维、与木材混合的细丝等)残留的颗粒;
- 烧毁的灯丝残留物。
所有这些废物都粘在喷嘴壁上并减少了流量。这称为欠挤压。
优质的长丝适用于防止材料内的异物,从而防止堵塞。制造不良的长丝也存在直径不一致的情况,如果直径较大,则会导致堵塞,如果直径小于标准,则会导致流动不良。
如何清洁喷嘴
下面解释最常用的技术。它需要一根与喷嘴直径相同的针(此套件通常随打印机提供)。
- 将热端加热到灯丝的温度。例如,对于 410°F 到 446°F 的 PLA。
- 将针穿过喙,向内和向外移动。
- 取出针头并手动推动灯丝。
如果上述技术未能疏通喷嘴,则称为“原子法或冷拉”的下一个清洁技术包括:
- 将热端加热到材料的工作温度并移除正在使用的灯丝。
- 插入 PLA 并使其挤出一点。
- 将热端冷却到 194°F 左右。
- 大力拉动灯丝。
提取材料时,可以观察到粘在尖端的废物。这些步骤需要根据需要重复多次,直到尖端干净为止。在下图中,通过连续重复这些步骤,了解废物的提取是如何减少的。

另一个需要检查的重要因素是热端内 PTFE 管的状况。管子在使用过程中燃烧或变质是正常的,也会导致堵塞,如下图所示。只需将 Teflon 更换为新的,确保它正确放置在喷嘴中。

检查齿轮是否因灯丝磨损而产生废料。如果材料上有灰尘,请用刷子清除。

一个主要因素是灯丝线轴的转动方式。线轴的形状取决于耗材制造商,在某些情况下,线轴的中心孔比打印机上的支架大得多。打印时,挤出机电机最终会拉动灯丝,并可能导致材料误送热端。为了使阀芯很好地居中,用户可以打印如下适配器:


观看以下视频,其中显示了上述过程:
根据需要润滑所有部件
怎么做
如果打印机使用光滑杆和直线轴承,正确润滑杆很重要,首先用异丙醇擦去旧油脂。不要使用 WD-40 作为润滑剂,因为它干得很快,会引起很大的摩擦,并损坏轴承。合适的润滑剂是基于聚四氟乙烯 (PTFE) 的。润滑Z轴的轴承和螺杆也很重要。
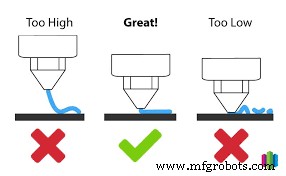
平整床铺
床的良好平整对于正确开始打印至关重要。床校准可以通过拧紧床末端的弹簧螺钉手动完成,也可以使用传感器自动完成。这些传感器可以纠正手动无法纠正的小不平整,特别是当床的表面较大(大于 9.84×9.84 英寸)或床有一些工厂缺陷时。
怎么做
如果打印机没有自动调平传感器,则需要使用一张纸按照以下简单步骤操作:
- 将所有坐标轴移至原点
- 禁用电机以手动移动 X 和 Y 轴
- 将打印头放在一个角落,将纸放在喷嘴和床之间
- 移动那个角落的螺丝,拧紧或松开它,同时移动纸张以感受轻微的摩擦
- 在所有角落重复该步骤
- 最后,检查床的不同点是否平整
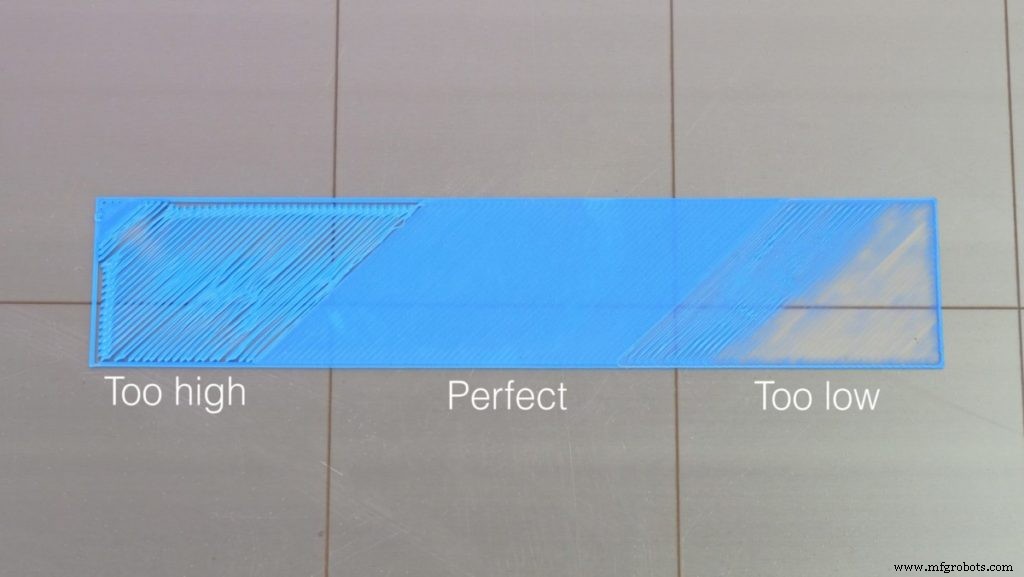
要验证它是否已正确校准,请通过在床上的不同点放置圆形或正方形进行快速打印,例如:
安德 3 级测试 - Thingiverse
请阅读以下文章,其中使用特殊厚度的纸张和纸张对这些步骤进行了更详细的说明。
切片器设置
切片软件包括使用用户建立的设置参数将要打印的 3d 模型分成切片或层。通过这种方式,他们创建了一个带有打印机读取的命令(gcode)的文件。这表示每个轴必须执行的运动以及温度、速度等。
这里有一些设置可以解决这个跳层问题。
调整流量
由于并非所有细丝都具有完全相同的直径或材料,因此有必要调整流量参数。默认情况下,切片机中的流量设置为 100%,但一般情况下,流量在 90% 到 110% 之间。
怎么做
校准需要尺子或卡尺和标记。
- 将热端预热至工作温度
- 用尺子在灯丝上测量 4.33 英寸,从引入打印头的位置向上,并用记号笔做一个标记
- 从显示屏上慢慢挤出 3.93 英寸
- 用尺子再次测量,并记下头部起点与标记之间的距离。如果度量是:
- a) 等于 0.39 in:流量已正确校准!
- b) 小于 0.39 英寸:流量大于应有的值。这称为过度挤压
- c) 大于 0.39 英寸:流量小于应有的值。这称为子挤压
如果所述测量值不是 0.39 英寸,则可以通过求和轻松校正。需要知道挤出机电机的步进值;一般是从显示中获取(“Control>Movement>Extruder”)。
新流量 [%] =(步数 [steps/in] x 3.93in) / (4.33in – 测量值)
这是切片器中设置的新值。
校准流量的另一种方法是打印测试件并用卡尺测量某些角度,如以下指南所示:最佳流量校准方法!通过 petrzmax – Thingiverse
调整分辨率(线条粗细)
最大层高受喷嘴直径的限制。作为一般规则,它被认为比喷嘴直径小 20%。例如,对于 0.015 英寸的喷嘴,最大层高为 0.012 英寸。这样就保证了层与层之间没有任何空间的良好粘附。
在某些打印机中,存在所谓的“幻数”,即特定打印机工作最佳的层高。其实这些数字并没有那么神奇,而是由位于Z轴上的螺杆的螺距决定的。
对于 Ender 打印机,建议的层间增量为 0.0015 英寸。例如:0.0031、0.0047、0.0062、0.0078、0.0094 英寸。
怎么做
设置该参数需要调整“层高”参数。
其他不常见的原因
翘曲床
在 Ender 用户中,报告了一些扭曲床的案例。不管多少用户手动校准,他们总是会发现灯丝没有正确粘附在床上的部分。
如何解决
在这些情况下,最好安装自动水平传感器并在固件中设置校准点。
请在下面的视频中找到有关如何执行此设置的分步操作。
长丝被挤出机齿轮齿剥离或咬住
当喷嘴堵塞时,材料不能正常流动。挤出机电机齿轮减少了它的牵引力。因此,如果不能正确推动材料,齿轮会吃掉灯丝,从而失去牵引力。
在其他情况下,齿轮系统对灯丝施加的压力非常大,会使灯丝变形。
如何修复
要解决第一种情况,必须按照上述说明清理喷嘴堵塞。
在第二种情况下,只需松开齿轮的张力就足够了,这通常是由于螺钉和弹簧的作用。压力必须足以拉动灯丝而不使其变形。判断它是否正确拧紧的一种简单方法是挤出材料并手动拉出灯丝。如果齿轮跳动,则意味着它还需要再拧紧一点。
3D打印