

关于PLA和ABS的常用温度和打印速度的问题
刚开始使用 3D 打印时,用户通常会对打印什么温度产生疑问 PLA 或 ABS,这是 3D 打印最常用的两种材料。
由于大多数用户都知道 3D 打印,因此直接影响使用 3D 打印机 FDM 制作的成品部件的主要参数之一就是打印速度。所以打印速度越快,效果越差 越小越好。因此,表面处理可以声称与打印时间成正比 .
虽然确实有例外 以前的规则,例如当制作小零件时 和小面积层,因为甚至降低速度 挤出很多,光洁度达不到甚至印刷失败。在这种情况下,必须打印出您想要的部分,然后将副本或其他副本(例如塔)放置在远离重要部分的位置,以便该层有时间完全固化。对于 PLA、PETG、CPE 100 等材料,层扇 可用于帮助快速固化各层。另一种可能的解决方案是在滚动软件(Cura、Simplifiy3D 等)中对层与层之间的停止进行编程
印刷速度与挤出温度的关系
还有打印速度 (单位mm/s)影响挤出温度,因为打印速度越高,需要的挤出温度就越高。
实现最高打印速度 无需提高挤出温度,3D 打印机的原始挤出机(v6 挤出机)可以替换为 Volcano 挤出机 ,这要归功于加热器车桥位于与灯丝流平行的位置,它能够以更少的能量消耗更有效地熔化更多材料。

图片 1:HotEnd v6 原始版本。来源:E3D-在线

图片 2:HotEnd Volcano E3D 原件。资源。 E3D-在线
所有制造商的灯丝都提供介于最佳印刷之间的温度范围。通常这个理想的温度应该通过测试来调整以获得最好的光洁度和附着力,因为它可能会因我们是否使用例如挤出机而有很大差异,因为根据实际温度探针的位置和状态,这可能会有很大差异.
查看我们的 PLA 线材系列
 基本PLA
基本PLA 灯丝
 Smartfil PLA
Smartfil PLA 灯丝
 高级 PLA
高级 PLA 灯丝特殊 PLA
灯丝
影响挤出温度的其他因素
还有影响的其他因素 打印温度,因此我们必须考虑:
喷嘴直径
可以改变挤出温度的另一个方面是喷嘴直径的变化 .当从 0.4 毫米的喷嘴变为另一个 0.8 毫米的喷嘴时,我们增加了材料流出的面积,因此,需要更高的挤出温度 与较小直径的喷嘴相比,加热流出的额外材料。要正确更换喷嘴,请访问我们关于喷嘴的博客文章。
灯丝类型:材质、颜色
ABS 长丝具有较低的摩擦系数 比 PLA 需要更小的挤压力,因此您需要更高的打印温度 .如果找不到最佳印刷温度就会出现印刷问题。例如,如果挤出温度太低 , 细丝不能正常流动,所以它可能是层与层之间的间隙 甚至造成层层分离。如果过度升高温度 此外,空心塑料工件上的停止点 .
获得正确温度的一种方法 对于材料是执行打印测试 在不同的温度下。在我们的 3D 打印前提示文章中,您可以了解如何进行此过程以及许多其他非常有趣的过程。
另外请记住 如果颜色 由于长丝着色添加剂本身,较深的线需要更高的挤出温度。根据灯丝的颜色,可以在相同的打印速度(向上和向下)下将温度变化至 5 °C。
某些材料会随着温度的变化而发生色调变化 .木丝的颜色从浅色(低温)到深色(高温)变化,得到带有真正令人惊讶的装饰的作品。
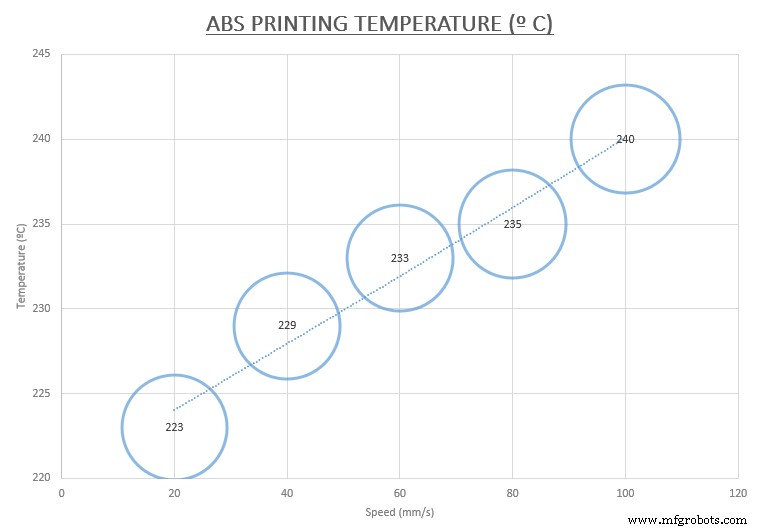
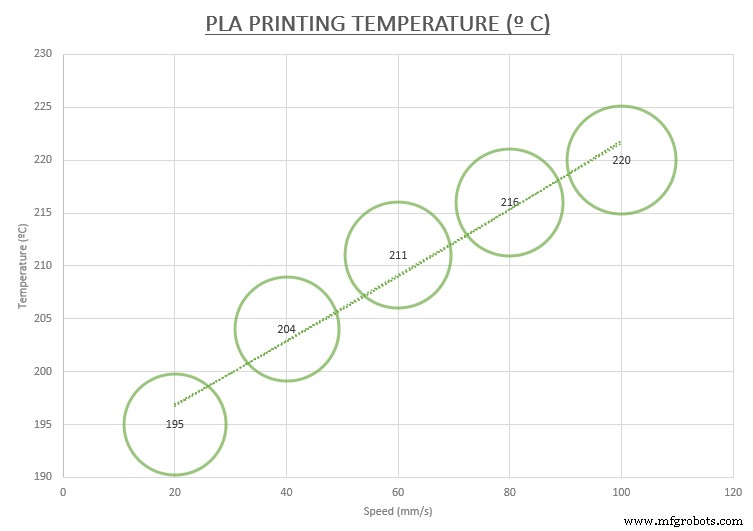
在图中,您可以看到挤出温度随打印速度变化的趋势,但这不是“绝对事实”,因为如前所述,可能会因许多参数而异。
获得良好 3D 印象需要考虑的其他因素
最后,请记住,不仅挤出机和底座的温度会影响打印,打印机周围的温度也会对其产生影响 .在封闭的 3D 打印机中,温度可以保持稳定 通过预热底座,甚至可以根据要使用的材料类型进行选择,如 3NTR A4。
以这种方式控制环境温度,可以制作大件 与 ABS 等材料一起使用,不会出现翘曲和开裂的问题。
还建议控制 内部温度 ,避免超过 28ºC,气流 3D 打印机,始终获得高质量的 3D 打印而不会出现错误。
文章发表于 11/18/2015,更新于 08/27/2018。
3D打印