

如何使用 3D FDM 打印获得全金属部件

图片 1:模型由高碳钢 Filamet™ 制成并经过烧结。来源:虚拟铸造厂
Virtual Foundry 是一家美国公司,总部位于威斯康星州,由熔融金属领域的杰出专家组成,他们自 2014 年以来一直致力于改进和扩大其用于 3D FDM 金属打印的灯丝和配件系列。一开始,他们设法制造出含有高比例黄铜、铜或青铜的灯丝,但它们在烧结后的结构并不具备金属的特性。通过 Kickstarter 活动,Virtual Foundry 获得了足够的支持来改进其灯丝以实现与纯金属相同的特性,并扩大了其材料范围(316L 不锈钢、高碳铁、6061 铝和钨)。所有类型的 Filamet ™ 均由贱金属和可生物降解的生态聚合物 (PLA) 组成。这种材料不含可在打印过程中释放的外露金属颗粒和挥发性溶剂。这些材料打印起来非常简单,因为它们的打印属性与 PLA 的打印属性相似,这使得 3D FDM 打印机的任何用户都可以使用这些细丝制造零件,而无需购买昂贵的工业 3D FDM 金属打印机。 Filamet™ 材料的主要优点之一是它们可实现类似于 DMLS 技术的特性,但有一定的局限性。由于需要用这种灯丝烧结打印件,在去除 PLA 的地方,打印件具有孔隙率、体积损失和非各向同性。 DMLS 3D 打印机设法打印出完全坚固的部件(类似于铸造),细节丰富,层高为 0.02 毫米,无需后处理,与 Filamet™ 3D FDM 打印相比,唯一的缺点是材料成本、制造成本和打印机本身。


图 2:由未烧结和烧结青铜 Filamet™ 制成的锥体。资料来源:虚拟铸造厂
要使打印部件完全金属化,必须在烘箱中进行烧结。烧结是基于由压实金属粉末形成的物体制造固体部件的过程,在低于熔化温度的温度下对其进行热处理,但如果足够高以抵抗方式结合金属颗粒,则导致一个完全坚固的块。使用 Filamet™ 打印后,需要烧结部件以去除作为灯丝一部分的 PLA。烧结可在开放环境或真空或惰性环境的烘箱中进行。
在开放环境中烧结
用于在开放环境中烧结用于烧结的椰壳煤、耐火容器(坩埚)和 Al2O3 需要耐火粉。该过程首先打磨工件的粗糙边缘以获得最佳效果。
首先,坩埚内应装满耐火粉,在坩埚表面留有自由空间。然后将工件浸入耐火粉中,保证工件表面与坩埚壁及上、下部至少留有15mm的间隙。耐火粉不得压实。
此时,根据要烧结的材料,坩埚表面的自由空间应填充烧结碳或将坩埚放入炉内。


图 3:烧结过程。资料来源:虚拟铸造厂
在真空或惰性环境中烧结
要在真空或惰性环境中烧结,需要坩埚(蒸煮容器)和耐火粉末 .通过将工件放入坩埚内并用耐火粉尘覆盖来准备烧结,考虑到工件表面和坩埚之间必须至少有 10 毫米的灰尘。然后将坩埚放入烘箱中。
Virtual Foundry 提供了下表的推荐温度,用于在开放环境或真空或惰性环境中进行烧结:
| 材质 | 最高烧结温度 |
|---|---|
| 青铜 | 871 ºC |
| 铜色 | 1074 ºC |
| 316L | 1260 ºC |
| 因科镍合金 | 1260 ºC |
表 1:材料和最高烧结温度。
用户必须考虑到这些时间和温度仅供参考,它们可能会因许多方面而异,例如他们使用的烤箱型号。表中未包含的 Filamet 系列灯丝被认为是实验性的,因此制造商没有烧结数据。
如果您没有满足使用 Filamet™ 灯丝烧结 3D 打印部件的要求的熔炉,您可以联系我们,我们将告知您在我们的设施中进行烧结的可行性和条件。
烧结(在开放环境或真空或惰性环境中)Filamet™ 系列的任何灯丝后,获得所有金属部件,具有金属的真实特性如导电性,通过打磨和抛光甚至粘合进行后处理通过焊接;但由于 PLA 的损失,具有一定的孔隙率和体积减小。用户还必须考虑到最终产品的机械性能与打印部件在烧结温度下保持的时间直接相关。如果最终产品呈粉状且易碎,则说明烧结时间不够。如果打印件显示出类似于皱纹皮肤的表面,则表明它过度烧结。
 Filamet 铜
Filamet 铜  Filamet 布朗斯
Filamet 布朗斯  Filamet acero
Filamet acero inox 316L
 Filamet
Filamet 铝 6061
后处理:打磨和抛光
烧结后,可以按照与金属相同的方式对工件进行打磨和抛光,但要遵循一系列指示。使用水砂纸可以消除印刷线和其他小变形,因为打磨过程中松散的颗粒由于摩擦热而粘附在间隙上。如果使用砂纸或 3M 径向盘,建议从 120 粒度开始打磨(3M 径向盘为 80),注意不要让最脆弱的区域(例如边角)变形。整个表面打磨完后,应使用下一粒砂纸,依此类推,直到增加 6 或 7(3M 径向盘为 4 倍)。在进行最终抛光之前,建议使用 3000 目砂纸,以达到一定的光泽度。最后,一旦用法兰绒布清洁了工件,就可以抛光工件了。 TVF 建议使用带有抛光盘和抛光蜡的旋转工具,以使抛光速度更快、效率更高。只需在抛光盘上涂抹少许抛光蜡,并在整个工件上不断移动进行抛光,以免产生过多的热量,否则会使工件变形。除了用 Filamet™ 制造的打磨和抛光零件外,它们还可以通过加热进行雕刻、熔化、焊接和平滑。
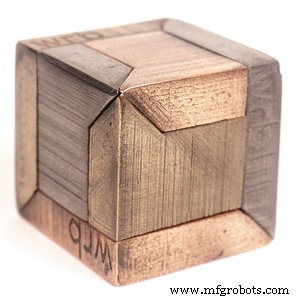
图 4:抛光铜桶。来源:虚拟铸造厂
了解了如何通过 3D FDM 打印获得全金属部件,我们可以得出结论,这种打印技术在 Virtual Foundry 金属丝的帮助下,已经成功地到达了它需要征服的几个领域,尤其是一些分支工业.
3D打印