

如何选择最合适的技术:FDM、SLA 和 SLS

增材制造 是用于描述基于材料贡献形成的整套制造技术的术语 .这意味着,与减材制造(包括传统的 CNC 加工方法)不同,它通过以有选择的方式逐层提供精确数量的材料来构建零件。
然而,在这一类别中,我们可以找到大量截然不同的技术,每种技术都有其优点和缺点,因此了解其基本原理和局限性对于选择最适合每种需求的技术非常重要。
尽管有许多技术和变体,但业内最常见和最广泛的是三种:
- 熔融材料的沉积 (FDM)
- 树脂的选择性光聚合 (SLA)
- 选择性激光烧结 (SLS)
虽然应用最广的无疑是FDM技术。主要是由于基于该技术的低成本 3D 打印机的出现,近年来 SLA 和 SLS 技术都取得了进展 . Formlabs 等公司 或烧结 市场设备,分别基于 SLA 和 SLS,能够以极具竞争力的价格实现工业品质。 这一点加上新材料的出现,使得公司或专业人士目前很难选择一种技术或另一种技术。
下面我们详细介绍一下它们各自的主要特点,以及它们的区别和优缺点。
熔融沉积成型 (FDM)
它是迄今为止最受欢迎的技术 .它基于通过喷嘴或“喷嘴”挤出,一种高于其熔化温度的热塑性塑料。当挤出材料离开长丝喷嘴时,它会被选择性沉积并逐层形成零件。
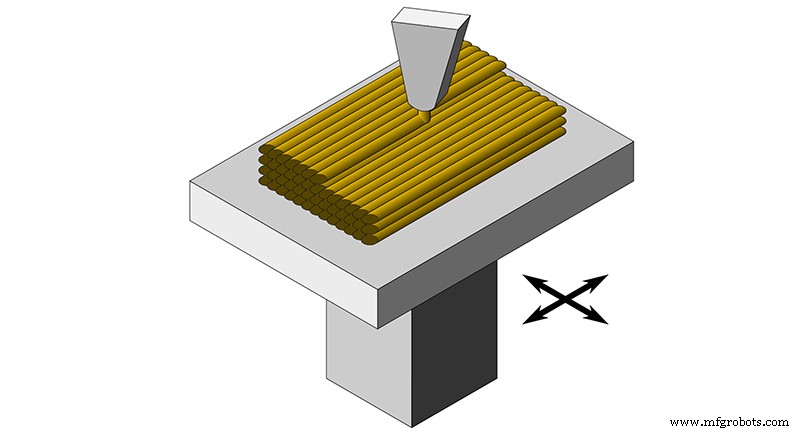
图片 1:FDM 打印。来源:commons.wikimedia.com
尽管最常见,在设计和准备打印文件时却是最复杂的 . 3D FDM 打印的局限性往往决定了设计本身 ,所以一般来说,当使用这种技术生产零件时,需要对其进行设计或重新设计,使其兼容。当 3D 打印的目标是验证稍后将使用其他生产方法生产的模型时,这可能是一个大问题。
在所有限制中,最重要的是需要使用支撑和不可能获得机械各向同性。
由于熔融材料无法沉积在空气中,因此无法直接打印桥接或悬垂,因此在这些情况下需要添加支撑结构。这意味着需要花费更多的材料和时间,此外这些零件还需要进行后处理以去除这些支撑,并且接触区域的表面质量会受到影响。
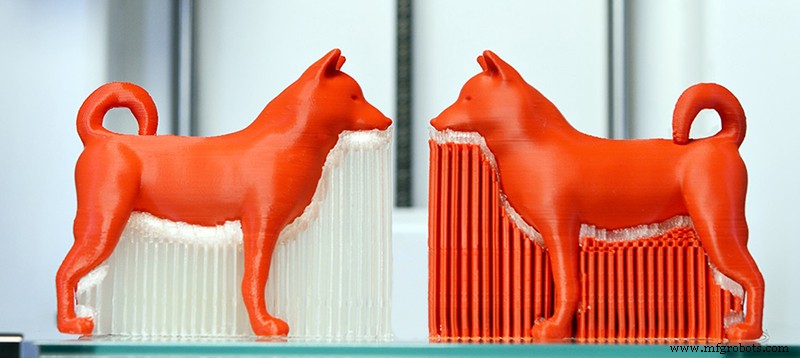
图片 2:带支撑的打印部件。来源:Simplify3D
尽量减少使用介质的一些缺点的一种方法是使用可溶性材料打印它们 .这将有助于去除它们并提高接触区域的表面质量。 这需要打印机有双挤出机系统 例如用于 BCN3D Sigma 和 BCN3D Sigmax 打印机的 IDEX 系统或集成在 Raise Pro2 3D 打印机中的 Bondtech 双挤出机。
电影 1:IDEX BCN3D 系统。来源:BCN3D
另一方面,正如我们在上一篇文章中解释的那样,使用 FDM 不可能获得各向同性零件 ,这是某些机械和结构应用中的主要问题。
其他重要限制是低分辨率和高容差 .尽管使用小直径喷嘴可以实现接近 SLA 或 SLS 的 Z 分辨率,XY 分辨率总是低得多,并且会受到所用材料的影响 .这是因为分辨率取决于所用喷嘴的直径,并非所有材料都与小直径喷嘴兼容。
然而,并非所有都是缺点。 迄今为止,FDM 技术的材料范围最广且成本更低 , 除了更高的印刷量 而且,尽管不同技术之间的价格差异已经缩小,它仍然是最便宜的技术。
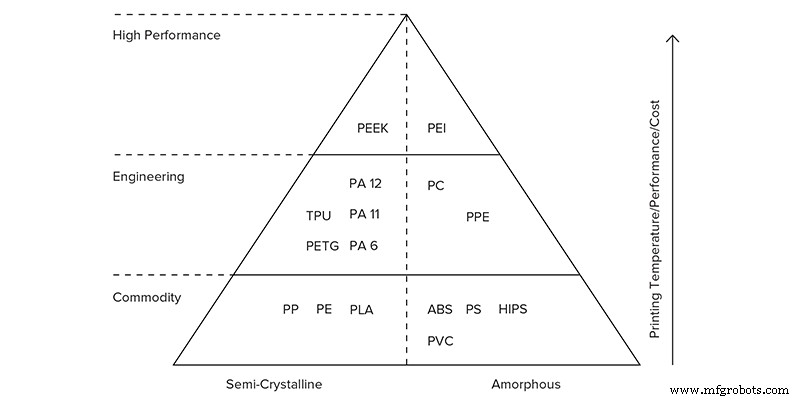
图 3:可用于 3D FDM 打印的主要材料金字塔。富恩特:3dhubs.com
它也是一种清洁安全的技术 打印前几乎不需要准备 .这使得它可以位于任何环境中,并且比需要更广泛的准备和清洁任务的 SLA 和 SLS 打印更直接,使其成为从初级到高级学习的任何级别教育应用的完美技术。
它是打印模板和工具、大中型零件或需要其他技术无法提供的特定材料的应用的理想技术。
3D FDM 打印具有巨大优势的另一个领域是建筑模型的制作 .通常,此类项目由不需要高精度的大件组成。这一点,再加上 Filamet、Timberfill、Smartfil EP 或 PLA Mukha 等材料的可用性,能够为作品提供金属、木材或陶瓷饰面,而无需进行后处理。

Imagen 4:Modelo arquitectónico impreso por FDM。富恩特:Raise3D
立体光刻 (SLA)
它是第二常见的 3D 打印技术。它基于将光固化树脂比色皿有选择地逐层暴露在紫外光下 .这种选择性曝光可以通过激光扫描 (SLA)、投影仪 (DLP) 或掩模 LED (LED-LCD / MSLA)。
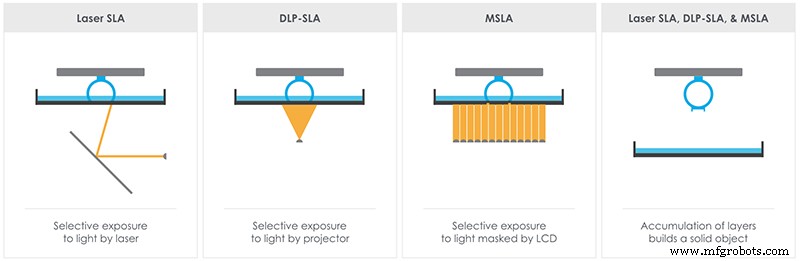
图 5:SLA、DLP 和 MSLA 之间的差异。资料来源:theorthocosmos.com
与 3D FDM 打印一样,它需要支撑 打印后必须移除,但是,3D SLA 打印目前不允许同时打印两种材料,因此移除支撑的唯一方法是机械 .这意味着在这种情况下,工件的表面也会受到影响 在与支持者接触过的那些区域。

图 6:由 SLA 打印的作品的支架。来源:3Dhubs.com
与 3D FDM 打印的另一个根本区别是它使用热固性聚合物而不是热塑性塑料。此外,SLA 材料往往比 FDM 材料更昂贵,并且具有一定的毒性 .这一点,再加上零件需要清洁和后处理 任务,使得这项技术不太推荐用于教育部门。
然而,它的优势在于高分辨率和可通过 3D SLA 打印实现的出色表面光洁度。在所有平面上一般分辨率可达 50 um .
尽管存在与 3D FDM 打印机相当的大打印量的 SLA 打印机,一般来说,3D SLA 打印机的打印量往往要低得多。
它非常适合打印需要高分辨率和出色表面光洁度的小部件 .它是目前牙科和珠宝行业最流行的 3D 打印技术 .这就是它拥有最广泛的牙科和浇铸树脂目录的原因。

图 7:SLA 打印的牙科模型。资料来源:Formlabs。
选择性激光烧结 (SLS)
它可能是最不为人知的技术 ,尽管它是工业环境中最古老和最常见的一种。
这是因为直到最近,所有 SLS 3D 打印设备都需要足够的设施,而且设备和植入的成本都很高。尽管近年来由于桌面格式的 SLS 打印机(例如 Lisa 和 Lisa Pro 打印机)的出现,这种情况发生了变化,其实施的购置成本接近于 FDM 和 SLA 系统。尽管该技术可以同时生产热塑性塑料和金属部件,但由于本文的目的是了解这三种技术之间的差异,因此我们将仅关注 3D SLS 热塑性塑料打印。
3D SLS 打印包括使用激光扫描系统选择性地烧结粉末材料层。每烧结一层,构建平台就会降低,一种称为重涂机的特殊设备会涂上一层新的粉末。
图 8:SLS 打印机示意图。来源:Sinterit。
该技术的主要优点是可以无支撑打印 . 这使得设计限制远小于任何其他技术 , 除了大大简化后处理 的部分。
这与高精度相结合 通过激光实现,优于通过 3D 打印 SLA 或 FDM 获得的效果,使得直接打印复杂组件成为可能,而无需单独打印其组件。

电影 2:使用 3D SLS 打印直接制作的自行车换档。来源:Sinterit。
另一个重要的优势是SLS打印的部件致密且各向同性高 ,这使其成为生产功能模型和原型的理想技术。所有这一切,再加上良好的表面光洁度, 使其也适用于小批量最终产品的生产 .
SLS 3D 打印机没有像 3D FDM 打印那样广泛的兼容材料 ,但是可以使用技术材料,例如不同类型的尼龙,或 TPE 和 TPU , 使其能够覆盖大多数应用。
电影 3:使用 3D SLS 打印在 TPU 上打印的部件。来源:Sinterit。
尽管具有所有优势,SLS 3D 打印的主要限制因素是构建体积。 虽然工业设备的构建体积与 FDM 系统中的相似,但SLS 桌面 3D 打印机的打印体积与 SLA 打印机相似。
此外,尽管零件后处理仅限于清洁以去除多余的粉末而不进行烧结 , SLS 3D 打印机需要准备和清洁,不如 FDM 打印那么直接 .
尽管所有这些特性使该技术成为行业标准 ,它的高成本限制了它进入中小企业。近年来,随着 Lisa 和 Lisa Pro 等经济实惠的桌面 SLS 3D 打印机的出现,这种情况正在发生变化。尽管其成本仍略高于 FDM 和 SLA 中的同等模型,目前成本不再是选择一种技术或另一种技术时的决定性因素。

图 9:Sinterit Lisa Pro。来源:Sinterit。
FDM、SLA 和 SLS 之间的比较
要正确比较这三种技术,我们必须在两个层面上进行:在特性方面以及在设计和制造限制方面。
每种技术的主要特点比较如下:
特征>特点 | |||
|---|---|---|---|
| 特征 | FDM | SLA | SLS |
| 工作原理 | 熔融材料的挤压 | 树脂光聚合 | 烧结微粒 |
| 兼容材料类型 | 热塑性塑料 | 光固化树脂 | 热塑性塑料 |
| 兼容材料的数量 | 很高 | 中 | 低 |
| 材料价格 | 中 - 低 | 高 | 中 |
| 复杂度 | 高 | 中 | 中 |
| 即时性 | 很高 | 中 | 低 |
| 最小图层分辨率 | 0.1毫米 | 0.05毫米 | 0.06毫米 |
| XY 方向的最大分辨率 | 0.25 毫米 | 0.05毫米 | 0.08 - 0.08 毫米 |
| 精度 | 低 | 中 | 高 |
| 应用 | 快速原型制作。 教育。 制造模板和工具。 | 带有小细节的模型。 用于珠宝和牙科的可浇注负片。 夹板。 | 功能原型。 短系列。 模板和工具。 骨科组件。 医疗模型 |
| 优势 | 低价。 即时性。 材料可用。 | 高分辨率。 优质牙科和浇铸材料。 | 无支撑打印。 高质量零件。 直接打印组件。 高精度 |
| 缺点 | 需要使用支撑。 有些材料收缩率高。 | 材料成本高。 打印量低。 | 打印时间长。 打印量低。 |
下表显示了每种技术的设计限制:
设计要求 | |||
|---|---|---|---|
| 特征 | FDM | SLA | SLS |
| 悬垂 | 需要 45º 的支撑 | 总是需要支持 | 永远不需要支撑 |
| 桥梁 | 需要 10 毫米以上的支撑 | 不需要支持,但推荐使用 | 永远不需要支撑 |
| 最小壁厚 | 0.8 毫米 | 在支撑墙上 0.5 毫米 1 毫米在无支撑的墙壁上 | 0.7毫米 |
| 版画 | 0.6 毫米宽 2 毫米高 | 0.4毫米 | 1毫米 |
| 孔的最小直径 | 2 毫米 | 0.5 毫米 | 1.5毫米 |
| 运动部件和连接的公差 | 0.5 毫米 | 0.5 毫米 | 移动部件 0.3 毫米 0.1 毫米连接 |
| 空心件排气孔 | 不需要 | 4毫米 | 5 毫米 |
| 最小细节尺寸 | 2 毫米 | 0.2毫米 | 0.8 毫米 |
| 最小色谱柱直径 | 3毫米 | 0.5 毫米 | 0.8 毫米 |
| 一般公差 | ±0.5%(下限 ± 0.5 毫米) | ±0.5%(下限 ± 0.15 毫米) | ±0.3%(下限 ± 0.3 mm) |
如今,基于这三种技术的计算机以相似的价格在市场上出售,例如制造商 Raise3D、Formlabs 或 Sinterit 的打印机。正因如此,决定实施一项技术或另一项技术的唯一标准将是技术标准。
有必要很好地评估 3D 打印机的需求和用途,以确定最合适的技术并能够使投资获利。
3D打印